商机详情 -
湖南赋耘低倍腐蚀国标
低倍组织热酸蚀装置,该装置包括控制器l、酸蚀器2,所述的控制器1由计算机和可控硅组成,所述的酸蚀器2包括酸蚀槽3、样品框4、温度传感器5、接地棒6、酸蚀槽上盖7、电加热器8、保护板9、两层样品层板10,安装固定板ll,所述的电加热器8由电热丝81,电热丝外包铁管82以及铁管外包聚四氟乙烯管83组成,所述的安装固定板11设置在酸蚀槽3—侧面上部,将电加热器8两端固定安装在安装固定板11上,然后沿酸蚀槽3侧面延伸至底部,再将其呈蛇形弯曲均匀平铺于酸蚀槽3底部,当电加热器8加热时,可使整个酸蚀槽3均匀受热,温度传感器5和接地棒6均固定在安装固定板11上,温度传感器5外面包有聚四氟乙烯管,所述的保护板9呈L形,置于电加热器8上方,保护板9通过其底部支架与酸蚀槽3底部接触相连,保护板的底板和侧面大小与酸蚀槽3相匹配,可将温度传感器5、接地棒6、电加热器8和安装固定板11保护于酸蚀槽3和保护板9之间,避免样品框、样品层板及样品撞击温度传感器5、接地棒6或电加热器8,保护板9底部分布设有数个漏液小孔,样品框4置于保护板10上,通过其底部支架与保护板9接触相连,样品框4底部分布设有数个漏液小孔,该漏液小孔直径小于保护板9底部的漏液小孔直径。 低倍加热腐蚀装置控制器和腐蚀槽分离!湖南赋耘低倍腐蚀国标

全自动低倍组织酸蚀过程中在试样现场通过火焰切割机对试样进行切割,将切割后的试样送到实验室,试样以铣床加工为主。试样切割具体作业为:横向试样在现场切割两次得到毛坯样,少量的纵向试样需要切割3次。加工时间:火焰切割需要时间5-10分钟,带锯切割时间10-60分钟。取样部位根据:GB226_91《钢的低倍组织及缺陷酸蚀检验法》、攀钢内部标准以及用户合同特殊规定,部位:大多数试样为横向试样(端截面),部分为纵向试样(沿纵轴截取,长度一般是端面周长或者是直径的)。试样传输系统为MLF-LIFT智能行车,用于试样在设备间的搬运,由轻型标准行车进行数控改装而成的双梁式智能行车,载重500KG,比较大速度2M/S,Z轴升降方式采用刚性导向柱形式,做到在移动过程中避免工件的晃动,升降过程全程由激光测距仪自动定位精度2mm,升降速度。在升降柱底端装备电磁吸盘和自动定位缓冲装置,行车X、Y轴向的移动:全部采用变频电机或伺服电机驱动加上激光测距仪定位由控制系统SMENSPLCS7300(PR0FIBUS双电缆通讯)进行X、Y轴的准确定位,确保试样工件能自动传送到预定位置。由于全自动方圆坯连铸低倍检验系统主要承担中高碳钢、合金钢。
上海金相低倍腐蚀操作说明低倍组织加热腐蚀热酸蚀装置检测铸件材料缺陷!
全自动低倍组织酸蚀系统实施例中提供了一种低倍组织酸蚀方法,具体包括步骤试样切害,由火焰切割机对试样进行切割;试样冷却,由叉车把切割好的所述试样运送到自动试验平台,所述自动试验平台通过冷却风扇进行冷却作业;铣磨加工,通过自动行车采用电磁起吊方式将所述试样吊运到铣磨床进行加工;、试样腐蚀,铣磨床加工完毕后将所述试样输送至全自动电解腐蚀机处,由电解腐蚀机对试样进行腐蚀并清洗;试样拍照,由输送带输送试样到拍照点,由照相机对试样自动拍照,并将所述试样返回货架。低倍组织酸蚀方法中,分别包括有五个步骤,其分别为:试样切割、试样冷却、试样的铣磨加工、试样腐蚀以及试样拍照。在上述五个步骤中,对试样进行切割采用火焰切割机,并且在后续的加工工序中使用了自动试验平台,其中进行低倍组织腐蚀作业相比于传统人工作业,由于本发明采用了较多的自动化设备,因此,极大程度地提高了试样低倍组织酸蚀作业的安全性。
赋耘检测技术(上海)有限公司低倍加热装置2主要组成部分如下1)酸蚀槽6由特殊的高分子材料,该材料耐酸蚀,在100℃时,有足够的强度,不变形。可根据用户的样品的大小,来定制酸蚀槽的大小。2)样品筐3材料同酸蚀槽6相同,样品筐3底部分布有直径10mm左右的大量小孔,使取出样品时,酸液能从小孔中漏出,酸蚀槽6两侧面有把手,便于取出样品。样品筐3底部垫起,保证样品在高度方向上距酸蚀槽6底部有一定的距离。3)加热器5加热器件用电阻丝,电阻丝外面套绝缘耐酸管。加热器放在酸蚀槽6的两侧面或底部,并用隔板7将加热器5和样品隔开,以免样品碰坏加热器5。4)温度传感器4温度传感器4外面套绝缘耐酸管,用隔板7将温度传感器4和样品隔开。5)酸蚀槽上盖9侧面为斜面,以尽可能与酸蚀槽密封,并在上表面付加上加强筋,防止盖板变形。(3)控制器1和酸蚀器2的连接加热器5、温度传感器4、接地棒8用长导线连接,使控制器1和酸蚀器2能分开放置。所有引线均从酸蚀槽6的后面板或侧面板的孔中穿出,这样,酸蚀槽上盖9能与酸蚀槽6较好的密封。权利要求1.一种低倍组织热酸蚀装置,其特征在于,包括控制器(1),酸蚀器(2),所述控制器(1)由计算机和可控硅组成;所述酸蚀器(2)由酸蚀槽(6),样品筐。 低倍组织热酸装置,低倍电解腐蚀装置针对对材料流线,杂质,偏析等腐蚀装置!

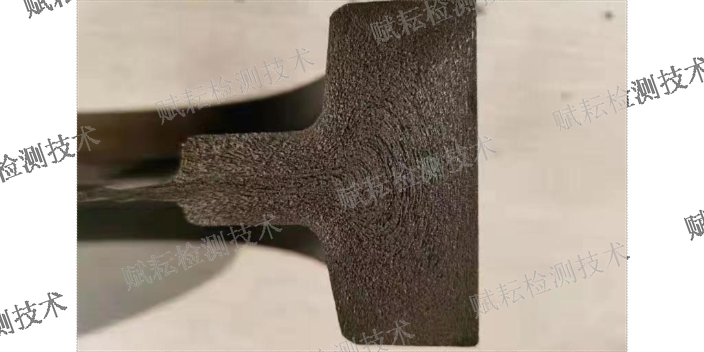
连铸坯低倍样的快速制备方法,所述方法包括以下步骤;1)取5cn!厚的小方坯试样,断面为90X90mm-200X200mm,两端均为火焰切割面;2)调整铣床主轴及进给转速;将小方坯试样放置于立式铣床上,将主轴转速调至375r/min,进给转速调至190r/min,反复加工两次,以保证试样表面的粗糙度几温度要求;3)用铣床将试样加工至粗糙度及表面温度满足要求,将试验表面加工至表面粗糙度不大于μm,且保证试样的表面温度大于250°C;4)人工快速将试样热送至酸洗槽;5)将试样放入酸洗槽;6)用冷酸均匀洒在试样表面进行酸蚀,用烧杯取10ml浓度30%的工业盐酸,均匀的洒在试样的加工面进行腐蚀.以利用试样本身的温度将试样表面的酸液加热至80°C以上,从而较为清楚的显示试样的晶体组织分布及低倍缺陷的形貌,7)约2-3min后用热水冲洗,然后用风机快速吹干,即可清楚的显示各种缺陷及组织分布情况;8)按照YB/T4002-2013即连铸钢方坯低倍组织缺陷评级图对试样进行组织测量、缺陷评级。该技术方案充分利用加工过程的试验表面温度,无需进行酸加热,减少处理的时间,简化操作工艺,降低酸的损耗同时防止低倍质量如裂纹、缩孔、疏松等缺陷未能充分显示。 低倍加热腐蚀装置电压多大?锻造流线低倍腐蚀操作说明
低倍组织热酸装置,低倍电解腐蚀装置腐蚀后能用肉眼看吗?湖南赋耘低倍腐蚀国标
全自动低倍组织酸蚀系统酸洗机包括:机架和设置于机架上的酸雾处理装置、试剂喷淋装置、水洗、吹干装置、液体存储箱、移动排风罩、液位计和电气控制柜。其中,机架采用钢架结构及防腐工程塑料组成,钢架结构采取防腐处理;机架外表采用理化板装饰和防护。从而,机架具有良好的耐腐蚀性和结构强度。其中,试剂喷淋装置包括:定量输送泵和酸液过渡箱。由定量输送泵输送设定量的酸液到酸液过渡箱中,箱底外有防腐电磁阀控制酸液的流出量。酸液过渡箱采用PP(聚丙烯树脂)材料,具有良好的耐腐蚀性。其中,水洗及吹干装置共用一组管道与喷嘴,使用电磁阀转换喷水或吹气。另外,在水洗及吹干装置上安装有管道式快速加热器,可选择用热水对钢样进行清洗,同时压缩空气将钢样吹干。水洗及吹干装置机旁备用手动喷淋软管,可以根据实际需要控制喷淋出水量。 湖南赋耘低倍腐蚀国标