商机详情 -
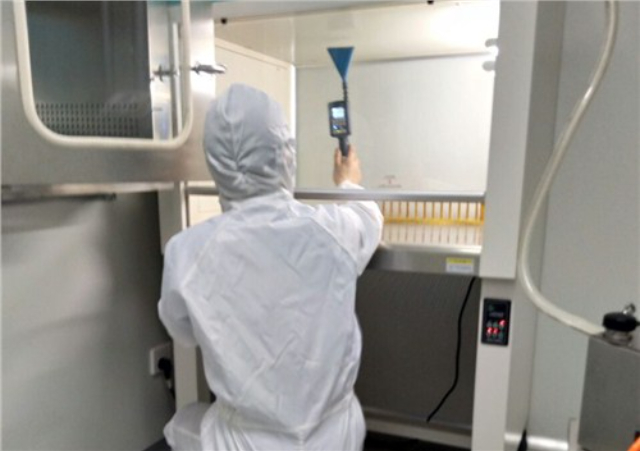
上海口罩生产车间环境洁净室检测第三方检测机构
自净时间检测是衡量无尘室在受到污染后恢复洁净状态能力的重要指标。当无尘室因人员进出、设备启停等原因导致污染后,自净时间越短,说明无尘室的净化能力越强。检测人员在无尘室处于静态或动态污染状态下,启动净化系统,测量无尘室从污染状态恢复到规定洁净度等级所需的时间,并与设计标准进行对比。自净时间检测结果受到多种因素的影响,如无尘室的体积、风量、高效过滤器的效率等。如果自净时间过长,可能是由于风量不足、过滤器效率下降或无尘室的密封性不好等原因导致。此时,需要针对具体原因进行整改,如增加风量、更换过滤器或改善无尘室的密封性能,以提高无尘室的自净能力。洁净室检测报告需包含检测时间、地点、仪器型号、原始数据、计算过程及结论等详细信息,确保可追溯性。上海口罩生产车间环境洁净室检测第三方检测机构
照度检测的目的是确保无尘室内有足够的光照强度,以满足人员操作和设备运行的需求。合适的照度不仅能够提高工作效率,还能减少因光线不足导致的操作失误和安全隐患。检测人员使用照度计在无尘室的工作区域、通道、操作台面等位置进行测量,记录各个点的照度值,并与行业标准或设计要求进行对比。不同的工作区域对照度的要求不同,例如精密加工区域需要更高的照度,而一般的通道区域照度要求相对较低。当检测到照度不足时,可能是灯具老化、损坏,或者灯具的安装位置和数量不合理导致。此时,需要及时更换老化的灯具,增加灯具的数量或调整灯具的安装位置,以确保无尘室的照度符合要求。尘埃粒子洁净室检测值得推荐人员培训考核需包含洁净服穿戴、消毒流程实操。

1.洁净室温湿度检测与环境控制洁净室的温湿度对产品生产和人员工作有着重要影响。不同类型的洁净室,如电子芯片制造洁净室、药品生产洁净室等,对温湿度的要求各不相同。一般来说,电子行业洁净室温度通常控制在20-22℃,相对湿度控制在45%-65%;药品生产洁净室温度多保持在18-26℃,相对湿度在45%-65%。温湿度检测一般采用高精度的温湿度传感器,这些传感器可以实时监测洁净室内的温湿度变化,并将数据传输至监控系统。在检测过程中,需要在洁净室的不同区域布置多个测点,包括工作区域、设备附近等,以***了解温湿度的分布情况。如果检测发现温湿度不符合要求,需要及时调整空调系统的运行参数。例如,当温度过高时,可增加空调系统的制冷量;当湿度过低时,可启动加湿设备。通过有效的温湿度检测和控制,能够为产品生产提供稳定的环境条件,减少因温湿度波动导致的产品质量问题,同时也能提高工作人员的舒适度和工作效率。
压差检测是确保无尘室与外界以及不同区域之间保持合理压力梯度的关键检测项目。通过维持一定的压差,能够有效防止外界污染物进入无尘室,同时避免无尘室内的污染物扩散到相邻区域。检测人员使用压差计测量无尘室与相邻房间、走廊或外界之间的压差,通常要求无尘室相对于外界保持正压,而不同洁净度等级的区域之间也应保持适当的压差(如高洁净度区域对低洁净度区域保持正压)。压差检测结果不达标时,需要分析可能的原因。例如,新风量不足、排风系统故障、门窗密封不严等都可能导致压差不符合要求。一旦发现压差异常,应及时调整风机的频率、开启或关闭相应的阀门,或者对门窗密封进行检查和修复,以确保无尘室的压力梯度符合设计标准,从而维持良好的洁净环境。表面微生物检测优先选用接触碟法,接触时间≥10秒。

浮游菌检测:浮游菌检测对于医药、食品等行业的无尘室至关重要。采用空气采样器进行检测,其原理是通过抽取一定体积的空气,使空气中的微生物粒子吸附在含有培养基的培养皿上。检测前,需对采样器进行严格的消毒灭菌处理。在无尘室正常运行状态下,在不同区域均匀布置采样点,每个采样点抽取空气量一般为 100L。采样结束后,将培养皿置于恒温培养箱中,在适宜的温度和湿度条件下培养一定时间(通常为 48 - 72 小时),观察菌落生长情况,依据相关标准判定无尘室浮游菌数量是否合格,确保生产环境符合卫生要求。与同行业企业共享洁净室检测经验与案例,能够拓宽视野,借鉴先进的管理与检测模式。北京洁净传递窗洁净室检测规范性强
洁净服发尘量检测需通过Frazier透气性测试仪验证。上海口罩生产车间环境洁净室检测第三方检测机构
噪声检测是评估无尘室环境舒适性和安全性的重要指标。过高的噪声不仅会影响人员的工作效率和身心健康,还可能对设备的正常运行产生不利影响。检测人员使用噪声检测仪,在无尘室的不同位置(如设备附近、工作区域、人员休息区等)进行噪声测量,记录噪声分贝值,并与国家标准或行业规定的噪声限值进行对比。无尘室中的噪声主要来源于通风系统、净化设备、生产设备等。当噪声检测结果超标时,需要采取相应的降噪措施,如在设备上安装隔音罩、对管道进行消音处理、优化通风系统的设计等。通过这些措施,不仅能够降低无尘室的噪声水平,还能为人员创造一个更加舒适的工作环境,同时减少噪声对设备的损害。上海口罩生产车间环境洁净室检测第三方检测机构