商机详情 -
生物安全柜检测规范性强
每台风机出风面至少1点平均风速范围:m/s±20%额定风量测定用风量罩测试送风量风量罩的上开口应完全罩住过滤器或散流器C.产生气溶胶位置:回风口,风机进风口或发烟孔气溶胶发生器与高效过滤器之间没有滤器或已拆除D.产生气溶胶设置温度、供气压力及气溶胶数量E.光度计设置气溶胶浓度调节F.检漏扫描整个过滤器和安装所有边框和接点。采样头扫描速率≤5cm/s(3cm*3cm)。采样头扫描速率≤3cm/s(5cm*1cm)。采样头距离滤器表面距离≤3cm.检漏扫描所有结构部件:a)支架和建筑物之间b)支架和滤器边框之间c)整个滤器d)密封条、框架及支架之间e)采样头扫描速率≤5cm/s(3cm*3cm)f)采样头扫描速率≤3cm/s(5cm*1cm)g)采样头距离滤器表面距离≤3cmG.高效过滤器检漏标准泄露率≤6.高效过滤器完整性检测标准(高效过滤器检漏标准)ISO14644-3。压差检测有助于确认洁净室与非洁净区之间的隔离效果。生物安全柜检测规范性强

(1)净化处理原则:能用局部净化的场合,就尽可能不用净化;或低级别的净化高级别的局部净化相结合。避免把需要净化的环境分割成较小的空间,这样做虽然有利于控制污染,但这也造成平面复杂化、增加造价、作业程序不易改变、人员流动不方便,以及小房间造成人们心理上的不快。(2)由于气流分布的不均匀和尘粒分布等不均匀性,洁净室的微粒实际上是不均匀分布的,较为典型的三区不均匀分布模型,即分为主流区、涡流区和回风口区。主流区含区含尘浓度可比室平均浓度低30%到一半。建议把工艺布置在主流区内。(3)主要工艺可尽量布置于送风管上风段,上风段相对来说,洁净程度比下风段要好表2为某10万级洁净车间内沿一条送风管走向设置的六个测点检测结果(空态下),测点l~6由上风段依次向下,可以看出,各点尘粒数有较大区别当然,其中也有送风管上各送风口风量没有较好调节的原因,但这种较大区别的可能还是不可忽视。消毒液净化车间环境检测技术好CMA资质方面:认可第三方检测机构,CMA计量认证资质。

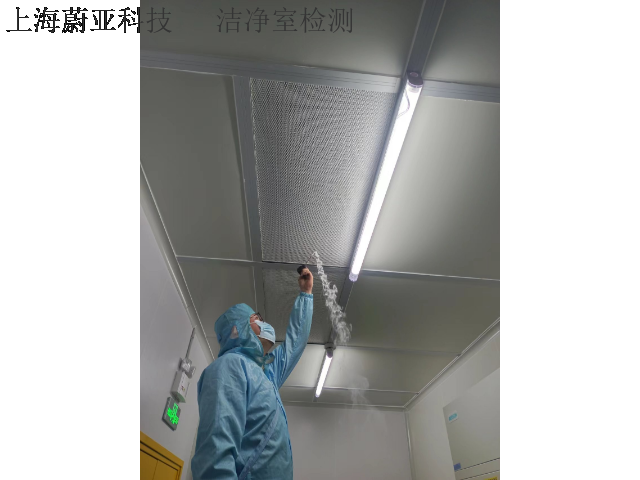
1.送风量与排风量如果是紊流洁净室,那么就要测量其送风量与排风量。若为单向流洁净室,则要测量其风速。2.各区之间的气流控制为证明各区之间气流运动方向正确,也就是从洁净区向洁净度差的区域流动,必须检测:2.1各区间的压差正确;2.2门口处或墙、地板等处的开口处气流运动方向正确,即从洁净区向洁净程度差的区域流动。3.过滤器检漏对高效过滤器及其外框要进行检验,以保证悬浮污染物不会穿过:3.1损坏了的过滤器;3.2过滤器与其外框间的缝隙;3.3过滤器装置的其他部位而侵入室内。4.隔离检漏这项测试是为了证明悬浮污染物不穿过建筑材料侵入洁净室。
空气洁净度:这是洁净车间环境检测的**指标,通常通过检测空气中的尘埃粒子数来评估。不同洁净等级的车间对尘埃粒子的限制不同,如洁净度等级为100级的车间对大于等于5μm的尘粒有严格的计数要求。微生物指标:包括浮游菌、沉降菌等微生物的数量。这些微生物可能对产品质量和工作人员健康造成影响,因此需要进行严格的控制和监测。温度与湿度:洁净车间需要保持稳定的温度和湿度环境,以确保生产过程的顺利进行和产品质量的稳定。通常,生产工艺对温度和湿度无特殊要求时,洁净室温度应为18~26℃,相对湿度应为45~65%。洁净室检测中发现的改进机会应纳入持续改进计划中。
a.首先应对测试仪器、培养皿表面进行严格消毒,采样器进入被测房间时,先用消毒房间的消毒剂灭菌。用于5级洁净房间的采样器宜一直放在洁净房间。b.采样者应穿戴洁净服双手要消毒。c.开动真空泵抽气使仪器中的残余消毒剂蒸发时间不少于5min,并调好流量转盘转速。关闭真空泵放入培养皿盖好盖子后调节采样器。d.置采样口于采样点后依次开启采样器、真空泵、转动定时器、根据采样量选定采样时间。全部采样结束后,将培养皿倒置于30-35℃恒温培养箱中,培养时间不少于48h。e.用肉眼直接计数,然后用5-10倍放大镜检查是否有遗漏,若平板上有两个或两个以上的菌落重叠分辨时,仍以两个或两个以上菌落计数。洁净室检测前,应对检测区域进行充分清洁和消毒。福建口罩生产车间环境检测值得推荐
洁净室检测后,需形成详细的检测报告,记录各项指标数据。生物安全柜检测规范性强
5.3.2洁净室内墙壁和顶棚的装修应符合下列规定:1洁净室内墙壁和顶棚的表面应平整、光滑、不起尘、避免眩光,便于除尘,并应减少凹凸面。2踢脚不应突出墙面。3洁净室不宜采用砌筑墙抹灰墙面,当必须采用时宜采用干燥作业,抹灰应采用符合现行国家标准《建筑装饰装修工程质量验收规范》GB50210中高级抹灰的要求。墙面抹灰后应刷涂料面层,并应选用难燃、不开裂、耐腐蚀、耐清洗、表面光滑、不易吸水变质发霉的涂料。...............生物安全柜检测规范性强