商机详情 -
广东消毒液净化车间环境检测服务至上
(1)净化处理原则:能用局部净化的场合,就尽可能不用净化;或低级别的净化高级别的局部净化相结合。避免把需要净化的环境分割成较小的空间,这样做虽然有利于控制污染,但这也造成平面复杂化、增加造价、作业程序不易改变、人员流动不方便,以及小房间造成人们心理上的不快。(2)由于气流分布的不均匀和尘粒分布等不均匀性,洁净室的微粒实际上是不均匀分布的,较为典型的三区不均匀分布模型,即分为主流区、涡流区和回风口区。主流区含区含尘浓度可比室平均浓度低30%到一半。建议把工艺布置在主流区内。(3)主要工艺可尽量布置于送风管上风段,上风段相对来说,洁净程度比下风段要好表2为某10万级洁净车间内沿一条送风管走向设置的六个测点检测结果(空态下),测点l~6由上风段依次向下,可以看出,各点尘粒数有较大区别当然,其中也有送风管上各送风口风量没有较好调节的原因,但这种较大区别的可能还是不可忽视。洁净室系指对空气洁净度、温度、湿度、压力、噪声等参数根据需要都进行的密闭性较好的空间。广东消毒液净化车间环境检测服务至上
1、仪器设备及环境测量仪器尘埃粒子计数器、气溶胶发生器。环境温度常温或设计温度下。2、抽样高效过滤器本体在进入现场前,生产厂家应按规定进行性能试验,并提供合格证。在单向流洁净室对安装的高效空气过滤器应该逐台进行检漏,乱流洁净室对于7级或更低级别的洁净室,只要洁净室达到了所要求的空气洁净度级别,就可以不进行检漏。3、技术要求检漏的结果要符合条件:由受检过滤器下风侧测到的漏泄浓度换算成透过率,对于高效过滤器应不大于过滤器出厂合格率的2倍,对于超高效过滤器应不大于出厂合格透过率的3倍。4、操作过程及判定过滤器的检漏是指安装完成的空气过滤器的检漏适用于空态或静态的洁净室。山东口罩生产车间环境检测技术好对于不安装过滤器的风口可按综合效能普通通风空调风口风量测试的方法进行。

抽样高效过滤器本体在进入现场前,生产厂家应按规定进行性能试验,并提供合格证。在单向流洁净室对安装的高效空气过滤器应该逐台进行检漏,乱流洁净室对于7级或更低级别的洁净室,只要洁净室达到了所要求的空气洁净度级别,就可以不进行检漏。技术要求检漏的结果要符合条件:由受检过滤器下风侧测到的漏泄浓度换算成透过率,对于高效过滤器应不大于过滤器出厂合格率的2倍,对于超高效过滤器应不大于出厂合格透过率的3倍。操作过程及判定过滤器的检漏是指安装完成的空气过滤器的检漏适用于空态或静态的洁净室。对于安装于送、排风末端的高效过滤器,应用扫描法进行过滤安装边框和全断面检漏,扫描法有检漏仪法光度计法和采样量为1L/min的粒子计数器法两种。
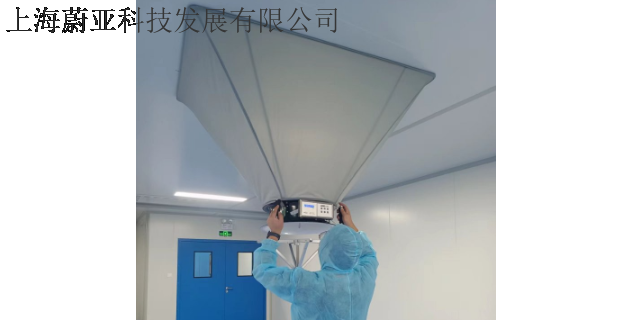
A、室内测试人员必须穿洁净服,不得超过2人,应位于测试点下风侧并远离测试点,并应保持静止。进行换点操作时动作要轻,应减少人员对室内洁净度的干扰。B、设备要在校准期内使用。C、检测前和检测后设备“清零”D、在单向流区域,所选择的采样探头应接近等动力采样,进入采样探头的风速与被采空气的风速偏差不应超过20%。若无法做到这一点,将采样口正对气流的主方向。非单向流的采样点,采样口应竖直向上。E、采样口至粒子计数器传感器的连接管应尽量短。采样点一般离地面0.8-1.2m左右,要均匀科学布点,而且要避开回风口。对任何小洁净室或局部空气净化区域,采样点的数目都不得少于2个,总采样数可根据面积开2次根求得。引进先进的检测技术,提升洁净室检测的效率和准确性。

3.压差检测:洁净室与外界环境的压差是保持洁净室内洁净度的重要因素。压差检测通过对洁净室各区域的压差进行测量,确保洁净室内部与外部环境的压差符合规定要求,从而防止外部污染物进入洁净室。4.气流速度检测:洁净室内的气流速度对于维持洁净度至关重要。气流速度过快可能导致尘埃粒子飞扬,而气流速度过慢则可能导致尘埃粒子沉积。因此,气流速度检测是评估洁净室气流组织情况的重要手段。5.表面洁净度检测:洁净室内的各种表面,如墙壁、地面、设备外壳等,也是尘埃粒子容易沉积的地方。表面洁净度检测通过对这些表面的尘埃粒子数量进行检测,评估洁净室内部表面的洁净情况。技术实力:全国多家自建实验室分支,检测更便捷。福建电子厂房环境检测值得推荐
洁净室检测是确保生产环境达到特定洁净度标准的关键步骤。广东消毒液净化车间环境检测服务至上
空气洁净度:这是洁净车间环境检测的**指标,通常通过检测空气中的尘埃粒子数来评估。不同洁净等级的车间对尘埃粒子的限制不同,如洁净度等级为100级的车间对大于等于5μm的尘粒有严格的计数要求。微生物指标:包括浮游菌、沉降菌等微生物的数量。这些微生物可能对产品质量和工作人员健康造成影响,因此需要进行严格的控制和监测。温度与湿度:洁净车间需要保持稳定的温度和湿度环境,以确保生产过程的顺利进行和产品质量的稳定。通常,生产工艺对温度和湿度无特殊要求时,洁净室温度应为18~26℃,相对湿度应为45~65%。广东消毒液净化车间环境检测服务至上