商机详情 -
海南金刚石针尖尺寸
金刚石针尖的类型与特点:金刚石针尖根据其几何形状和应用领域的不同,主要分为以下几种类型:三棱锥金刚石针尖具有三个对称的棱面,适用于高分辨率的纳米压痕测试;玻氏金刚石针尖采用特殊的三面体金字塔形状,能够获得更精确的力学性能数据;纳米压痕针尖专为纳米级硬度测试设计,具有极高的顶端曲率半径;纳米金刚石针尖则主要用于原子力显微镜等表面形貌分析仪器。这些针尖的共同特点是采用单晶金刚石材料,具有极高的硬度(莫氏硬度10级)、优异的耐磨性和化学稳定性,以及良好的导热性能。在量子计算中,金刚石针尖操控NV色心实现量子比特。海南金刚石针尖尺寸
金刚石针尖技术的国际比较与发展趋势:当前,国际先进的纳米硬度计压头制造技术主要集中在瑞士、德国、日本和美国等少数发达国家,其产品具有纳米级的高精度和超长的使用寿命。顶端科技的金刚石压头制造工艺包括先进的晶体定向技术、纳米级成型技术和表面处理技术。相比之下,国内在高精度玻氏金刚石压头领域还存在一定差距,特别是在针尖的一致性和使用寿命方面。未来发展趋势包括:更高精度的纳米级加工技术、智能化的针尖状态监测技术、新型金刚石复合材料针尖的开发等。纳米级高精度玻氏金刚石压头将成为下一代纳米力学测试的标准配置,推动纳米科技向更高水平发展。广东维氏金刚石针尖规格采用先进检测仪器,对每个批次产品进行检验,可以有效降低不合格品率。
AFM探针分类及各探针优缺点:AFM探针基本都是由MEMS技术加工 Si 或者 Si3N4来制备. 探针针尖半径一般为10到几十 nm。微悬臂通常由一个一般100~500μm长和大约500nm~5μm厚的硅片或氮化硅片制成。典型的硅微悬臂大约100μm长、10μm宽、数微米厚。利用探针与样品之间各种不同的相互作用的力而开发了各种不同应用领域的显微镜,如AFM(范德法力),静电力显微镜EFM(静电力)磁力显微镜MFM(静磁力)侧向力显微镜LFM(探针侧向偏转力)等, 因此有对应不同种类显微镜的相应探针。
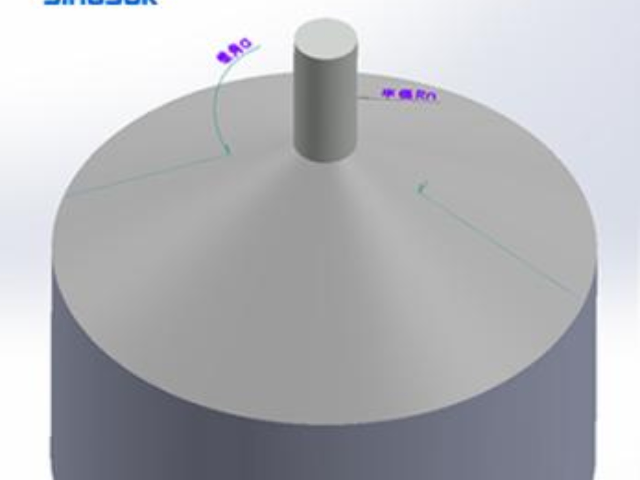
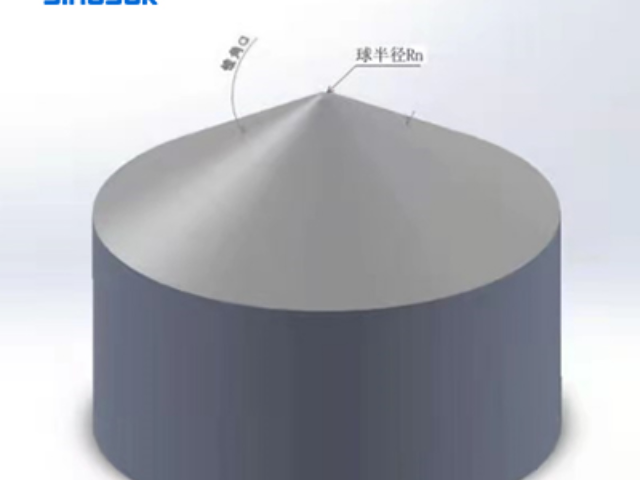
金刚石针尖的加工过程复杂且要求严格,因此在加工过程中需要注意多个方面。本文将从材料选择、加工工艺、设备要求、安全防护等方面详细探讨金刚石针尖的加工注意事项。材料选择:在金刚石针尖的加工中,材料的选择至关重要。金刚石作为一种超硬材料,其硬度极高,但脆性也相对较大。因此,在选择金刚石原料时,应考虑以下几点:纯度:高纯度的金刚石原料能有效提高针尖的性能,降低杂质对加工结果的影响。建议选用品质的人造金刚石或天然金刚石。颗粒大小:根据具体应用需求选择合适颗粒大小的金刚石粉末。较小颗粒适合精细加工,而较大颗粒则适合粗加工。结合剂:在复合材料中,结合剂的选择同样重要。常用的结合剂有树脂、陶瓷和金属等,不同结合剂对成品性能有明显影响。金刚石针尖的顶端曲率半径可达10nm,实现单原子级操控。
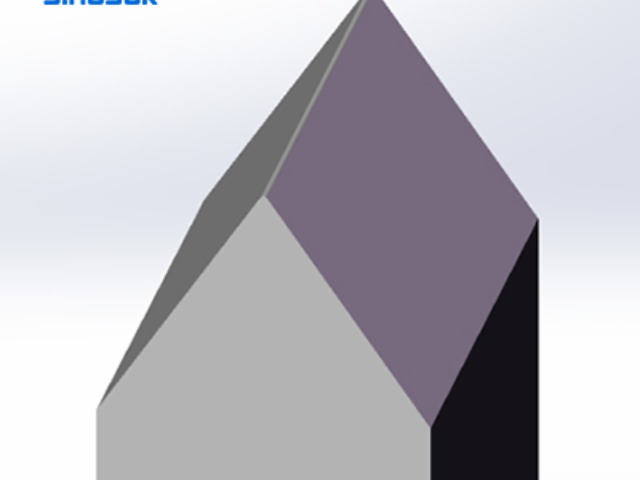
玻氏针尖:玻氏针尖,又称玻氏压头,是纳米压痕技术中常用的一种针尖类型。其设计灵感来源于传统的玻氏硬度计压头,但经过精密加工后,玻氏针尖的顶端尺寸被缩小到纳米级别。玻氏针尖通常具有四棱锥形状,底面为正方形,四个侧面为三角形。这种设计使得玻氏针尖在纳米压痕实验中能够施加均匀的载荷,从而准确测量材料的纳米硬度、弹性模量等力学性能。纳米压痕针尖:纳米压痕针尖是专门为纳米压痕实验设计的金刚石针尖。与玻氏针尖相比,纳米压痕针尖的顶端更加尖锐,曲率半径更小,能够实现对材料表面更微小的区域的力学性能测量。纳米压痕针尖通常采用电化学腐蚀、离子束刻蚀等精密加工技术制备,以确保其顶端尺寸和形状的高度一致性。金刚石针尖常用于电子元件制造,有助于提升产品性能及延长使用寿命。海南金刚石针尖尺寸
金刚石针尖普遍应用于医疗器械中,如手术刀具和注射器等,具有重要意义。海南金刚石针尖尺寸
为了完善金刚石刀具的加工工艺,科技人员半个世纪以来对金刚石晶体的物理和化学性质,以及金刚石刀具的研磨机理、刀刃形成机理、切削理论、钎焊技术和精密刃磨设备等进行了深入研究。这些研究为天然金刚石刀具的超精密加工技术打下了坚实基础,许多课题至今仍在继续。二十世纪七十年代后期,激光核融合技术的研究中需要大量加工高精度软质金属反射镜,要求软质金属表面粗糙度和形状精度达到超精密水平。这也推动了天然金刚石刀具超精密加工技术的发展。海南金刚石针尖尺寸