商机详情 -
福建工程伺服电动缸市场
可分为系统模型①参数不确定性如负载质量、连杆质量、长度及连杆质心等参数未知或部分已知。②未建模动态高频未建模动态,如执行器动态或结构振动等;低频未建模动态,如动/静摩擦力等。模型不确定性给机械臂轨迹跟踪的实现带来影响,同时部分控制算法受限于一定的不确定性。应用于机械臂控制系统的设计方法主要包括PID控制、自适应控制和鲁棒控制等,然而由于它们自身所存在的缺陷,促使其与神经网络、模糊控制等算法相结合,一些新的控制方法也在涌现,很多算法是彼此结合在一起的。[1]机械臂柔性机械臂编辑机械臂研究背景近年来,随着机器人技术的发展,应用高速度、高精度、高负载自重比的机器人结构受到工业和航空航天领域的关注。由于运动过程中关节和连杆的柔性效应的增加,使结构发生变形从而使任务执行的精度降低。所以,机器人机械臂结构柔性特征必须予以考虑,实现柔性机械臂高精度有效控制也必须考虑系统动力学特性。柔性机械臂是一个非常复杂的动力学系统,其动力学方程具有非线性,强耦合,实变等特点。而进行柔性臂动力学问题的研究,其模型的建立是极其重要的。柔性机械臂不仅是一个刚柔耦合的非线性系统。 苏州恩畅伺服电机一般适用于负载较小的机器人切割或喷涂。平行四边形机器人其上臂是通过一根拉杆驱动的。福建工程伺服电动缸市场
伺服电机(servomotor)是指在伺服系统中控制机械元件运转的发动机,是一种补助马达间接变速装置。伺服电机可使控制速度,位置精度非常准确,可以将电压信号转化为转矩和转速以驱动控制对象。伺服电机转子转速受输入信号控制,并能快速反应,在自动控制系统中,用作执行元件,且具有机电时间常数小、线性度高、始动电压等特性,可把所收到的电信号转换成电动机轴上的角位移或角速度输出。分为直流和交流伺服电动机两大类,其主要特点是,当信号电压为零时无自转现象,转速随着转矩的增加而匀速下降。中文名伺服电机外文名Servomotor类型设备使用场合自动控制系统目录1工作原理2发展历史3选型比较4调试方法5性能比较6选型计算7制动方式8注意事项9特点对比10使用范围11主要作用12优点伺服电机工作原理编辑1、伺服系统(servomechanism)是使物体的位置、方位、伺服电机(图1)[1]状态等输出被控量能够跟随输入目标(或给定值)的任意变化的自动控制系统。伺服主要靠脉冲来定位,基本上可以这样理解,伺服电机接收到1个脉冲,就会旋转1个脉冲对应的角度,从而实现位移,因为,伺服电机本身具备发出脉冲的功能。河北维修伺服电动缸平台所有电机的速度都不易控制,控制速度见长的直流电机,要想准恒定定在某个转速上还是很难很难。

通过自动送钉机将螺柱送到机器人自动焊枪里面,通过编程将机器人在工件上示教的路径,将不同规格的螺柱焊接到工件上。可以采用储能焊接或拉弧焊接将螺柱牢牢的焊接到工件上,保证焊接精度和焊接强度。焊接效率大约3-10个/分钟,螺柱规格:直径3-8mm,长度:5-40mm。焊接机器人生产线焊接机器人生产线比较简单的是把多台工作站(单元)用工件输送线连接起来组成一条生产线。这种生产线仍然保持单站的特点,即每个站只能用选定的工件夹具及焊接机器人的程序来焊接预定的工件,在更改夹具及程序之前的一段时间内,这条线是不能焊其他工件的。另一种是焊接柔性生产线(FMS-W)。柔性线也是由多个站组成,不同的是被焊工件都装卡在统一形式的托盘上,而托盘可以与线上任何一个站的变位机相配合并被自动卡紧。焊接机器人系统首先对托盘的编号或工件进行识别,自动调出焊接这种工件的程序进行焊接。这样每一个站无需作任何调整就可以焊接不同的工件。焊接柔性线一般有一个轨道子母车,子母车可以自动将点固好的工件从存放工位取出,再送到有空位的焊接机器人工作站的变位机上。也可以从工作站上把焊好的工件取下,送到成品件流出位置。整个柔性焊接生产线由一台调度计算机控制。
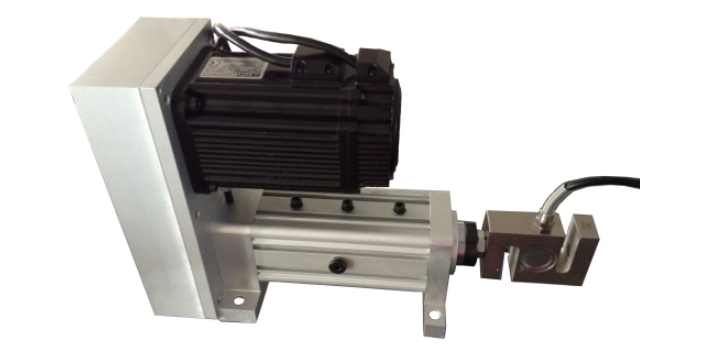
MPC08SP运动控制卡发送指令脉冲控制伺服系统产生旋转运动;伺服电机驱动电动缸产生直线运动;电动缸挤压工件产生形变,启牌伺服电动缸,使工件被挤压端产生压力,压力值通过压力传感器,直线式电动缸,再经过A/D采集卡**终反馈至MPC08SP运动控制卡;当压力值达到所设定值时,MPC08SP运动控制卡停止发送脉冲;试件在压力的作用产塑性变形,系统实时对当前反馈的压力值和设定的压力值进行比较,做出快速补偿调节,在试件上维持恒定的压力。直线式电动缸_LPT500B伺服电动缸_电动缸由德州市启泰机械设备有限公司提供。德州市启泰机械设备有限公司在减速机、变速机这一领域倾注了无限的热忱和激情,启泰机械一直以客户为中心、为客户创造价值的理念、以品质、服务来赢得市场,衷心希望能与社会各界合作,共创成功,共创辉煌。相关业务欢迎垂询,联系人:于经理。德州伺服电动缸,电动缸,LPT500B伺服电动缸下一条:青海电动缸,LPT2000B伺服电动缸。对于带标准2000线编码器的电机而言,由于驱动器内部采用了四倍频技术其脉冲当量为360°/8000=°苏州恩畅。

伺服电动缸在运行时要考虑摩擦力对于伺服电动缸来讲,首先要考虑的就是磨擦力,简单来讲,它在伺服系统中,其实也就是会直接的就影响我们系统的一个动态响应以及其控制精度和稳定性等。所以对伺服电动缸进行设计的时候,要注意其很多方面的一个问题才可以。我们首先要选取用低磨擦系数的一个密封件,对于它的运动面来说,它其实也就是要比普通的更加精密。对于伺服控制系统自身的工作原理来讲,它其实就是一种由电信号处理装置以及其液压动力机构组成的一个重要的反馈控制系统。在伺服电动缸中,比较常见的是电液位置伺服系统和电液力(或者是力矩)控制系统。对于液压伺服系统,它的响应速度快、负载刚度大以及控制功率大等许多独特的优点,所以它在我们的工业控制中得到了比较好的一个应用。对于伺服电动缸的电液伺服系统,它可以通过使用电液伺服阀,直接把小功率的电信号转换为我们的大功率的一个液压动力。伺服电动缸的伺服控制系统,它可以直接的就使系统的输出量,比较常见的也就四位移、速度或者是力等方面,它可以自动地以及快速而准确地跟随输入量地变化而发生变化,伺服电动缸系统的输出功率也会被大幅度地进行放大的。近年来出现一种新的电伺服点焊钳.苏州恩畅。河北生产伺服电动缸设备制造
为了控制电机,精确控制电机,专门研发出“伺服”这样的一种系统。福建工程伺服电动缸市场
变位机与机器人可以是分别运动,即变位机变位后机器人再焊接;也可以是同时运动,即变位机一边变位,机器人一边焊接,也就是常说的变位机与机器人协调运动。这时变位机的运动及机器人的运动复合,使焊枪相对于工件的运动既能满足焊缝轨迹又能满足焊接速度及焊枪姿态的要求。实际上这时变位机的轴已成为机器人的组成部分,这种焊接机器人系统可以多达7-20个轴或更多。机器人控制柜可以是两台机器人的组合作12个轴协调运动。其中一台是焊接机器人、另一台是搬运机器人作变位机用。对焊接机器人工作站进一步细分,可得以下四种:箱体焊接机器人工作站是专门针对箱柜行业中,生产量大,焊接质量及尺寸要求高的箱体焊接开发的机器人工作站装备。箱体焊接机器人工作站由弧焊机器人、焊接电源、焊枪送丝机构、回转双工位变位机、工装夹具和控制系统组成。该工作站适用于各式箱体类工件的焊接,在同一工作站内通过使用不停的夹具可实现多品种的箱体自动焊接,焊接的相对位置高。由于采用双工位变位机,焊接的同时,其他工位可拆装工件,极大的提高了焊接效率。由于采用了MIG脉冲过渡或CMT冷金属过渡焊接工艺方式进行焊接,使焊接过程中热输入量减少。 福建工程伺服电动缸市场