商机详情 -
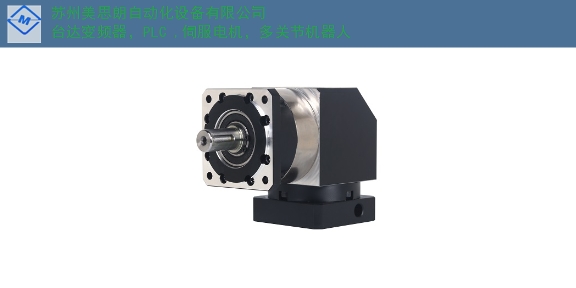
嘉兴模组减速机供应
表面淬火常见的表面淬火方法有高频淬火(对小尺寸齿轮)和火焰淬火(对大尺寸齿轮)两种。表面淬火的淬硬层包括齿根底部时,其效果比较好。表面淬火常用材料为碳的质量分数约0.35%~0.5%的钢材,齿面硬度可达45~55HRC。渗碳淬火渗碳淬火齿轮具有相对比较大的承载能力,但必须采用精加工工序(磨齿)来消除热处理变形,以保证精度。渗碳淬火齿轮常用渗碳前碳的质量分数为0.2%~0.3%的合金钢,其齿面硬度常在58~62HRC的范围内。若低于57HRC时,齿面强度明显下降,高于62HRC时则脆性增加。轮齿心部硬度一般以310~330HBW为宜。渗碳淬火齿轮的硬度,从轮齿表面至深层应逐渐降低,而有效渗碳深度规定为表面至深层应逐渐降低,而有效渗碳深度规定为表面至硬度52.5HRC处的深度。减速机的种类繁多,常见的有齿轮减速机、蜗轮蜗杆减速机和行星减速机等。嘉兴模组减速机供应
减速机发展趋势:20世纪70-80年代,世界上减速器技术有了很大的发展,且与新技术的发展紧密结合。通用减速器的发展趋势如下:1、高水平、高性能:圆柱齿轮普遍采用渗碳淬火、磨齿,承载能力提高4倍以上,体积小、重量轻、噪声低、效率高、可靠性高;2、积木式组合设计:基本参数采用优先数,尺寸规格整齐,零件通用性和互换性强,系列容易扩充和花样翻新,利于组织批量生产和降低成本;减速机3、型式多样化,变型设计多:摆脱了传统的单一的底座安装方式,增添了空心轴悬挂式、浮动支承底座、电动机与减速器一体式联接,多方位安装面等不同型式,扩大使用范围。连云港纽格尔减速机现货您喜欢减速机的这些特点吗?

行星减速机基本作用要求1、降速同时提高输出扭矩,扭矩输出比例按电机输出乘减速比,但要注意不能超出减速机额定扭矩。2、降速同时降低了负载的惯量,惯量的减少为减速比的平方。大家可以看一下一般电机都有一个惯量数值。3、确定减速比后,请将您选用的伺服电机额定扭矩乘上减速比,得到的数值原则上要小于产品型录上提供的相近减速机的额定输出扭矩,同时还要考虑其驱动电机的过载能力及实际中所需比较大工作扭矩。所需比较大工作扭矩要小于额定输出扭矩的2倍。满足上面条件后请选择体积**小的减速机,体积小的减速机成本相对低一些。4、接下来要考虑行星减速机的回程间隙。回程间隙越小其精度越高,成本也越高。用户要选择满足其精度要求系列的减速机就可以。还要考虑横向/径向受力和平均寿命。横向/径向受力大的减速机在安装和使用中可靠性高,不易出问题。通常其平均寿命远超过所配伺服电机的寿命。
减速机:噪音处理减速机的噪音产生主要是源于传动齿轮的摩擦、振动以及碰撞,如何有效降低及减少噪声,使其更符合环保要求也是国内外一个重点研究课题。降低减速机运行时的齿轮传动噪声已成为行业内的重要研究课题,国内外不少学者都把齿轮传动中轮齿啮合刚度的变化看成是齿轮动载、振动和噪声的主要因素。用修形的方法,使其动载荷及速度波动减至**小,以达到降低噪声的目的。这种方法在实践中证明是一种较有效的方法。但是用这种方法,工艺上需要有修形设备,广大中、小厂往往无法实施。经过多年研究,提出了通过优化齿轮参数,如变位系数、齿高系数、压力角、中心距,使啮入冲击速度降至**小,啮出冲击速度与啮入冲击速度的比值处于某一数值范围,减小或避免啮合节圆冲击的齿轮设计方法,也可明显降低减速机齿轮噪声。对于减速机的噪音问题,也可以迈特雷超级密封剂或润滑剂,它是一种极好的齿轮箱添加剂,可以在部件上形成一种惰性材料薄膜,从而降低摩擦、齿轮噪音以及泄露。减速机批发就找苏州美思朗自动化设备有限公司。

蜗轮蜗杆减速机的主要特点是具有反向自锁功能,可以有较大的减速比,输入轴和输出轴不在同一轴线上,也不在同一平面上。但是一般体积较大,传动效率不高,精度不高。谐波减速机的谐波传动是利用柔性元件可控的弹性变形来传递运动和动力的,体积不大、精度很高,但缺点是柔轮寿命有限、不耐冲击,刚性与金属件相比较差。输入转速不能太高。行星减速机其优点是结构比较紧凑,回程间隙小、精度较高,使用寿命很长,额定输出扭矩可以做的很大。但价格略贵。齿轮减速机具有体积小,传递扭矩大的特点。齿轮减速机在模块组合体系基础上设计制造,有极多的电机组合、安装形式和结构方案,传动比分级细密,满足不同的使用工况,实现机电一体化。齿轮减速机传动效率高,耗能低,性能优越。摆线针轮减速机是一种采用摆线针齿啮合行星传动原理的传动机型,是一种理想的传动装置,具有许多优点,用途普遍,并可正反运转。苏州美思朗自动化设备有限公司作为上海一家专业的减速机厂家。南京机械减速机现货
减速机的多种系列总有一款是您满意。嘉兴模组减速机供应
故障处理由于减速机运行环境恶劣,常会出现磨损、渗漏等故障,**主要的几种是:1、减速机轴承室磨损,其中又包括壳体轴承箱、箱体内孔轴承室、变速箱轴承室的磨损;2、减速机齿轮轴轴径磨损,主要磨损部位在轴头、键槽等;3、减速机传动轴轴承位磨损;4、减速机结合面渗漏。针对磨损问题,传统解决办法是补焊或刷镀后机加工修复,但两者均存在一定弊端:补焊高温产生的热应力无法完全消除,易造成材质损伤,导致部件出现弯曲或断裂;而电刷镀受涂层厚度限制,容易剥落,且以上两种方法都是用金属修复金属,无法改变“硬对硬”的配合关系,在各力综合作用下,仍会造成再次磨损。对一些大的轴承企业更是无法现场解决,多要依赖外协修复。当代西方国家针对以上问题多使用高分子复合材料的修复方法,其具有的粘着力,优异的抗压强度等综合性能。应用高分子材料修复,可免拆卸免机加工既无补焊热应力影响,修复厚度也不受限制,同时产品所具有的金属材料不具备的退让性,可吸收设备的冲击震动,避免再次磨损的可能,并**延长设备部件的使用寿命,为企业节省大量的停机时间,创造巨大的经济价值。嘉兴模组减速机供应