商机详情 -
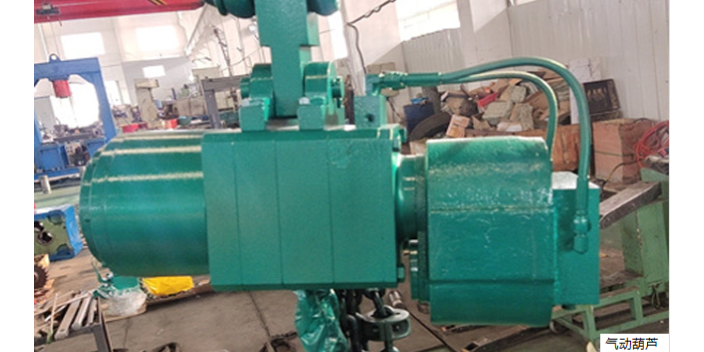
天津气动葫芦设备
齿轮气动葫芦正朝着智能化方向发展,重心是齿轮系统的状态监测。新型号在齿轮箱内置振动传感器,实时采集齿轮啮合振动频率,通过算法识别异常振动(如齿面磨损会导致特定频率峰值),提前预警故障。温度传感器监测齿轮箱油温,当油温超过70℃时自动降低气动马达转速,避免齿轮过热。部分型号配备齿轮寿命预测系统,根据累计运行时间、负载波动、振动数据等参数,计算剩余寿命并提示维护周期。这些智能化功能将齿轮维护从“定期检修”升级为“预测性维护”,在汽车生产线等连续作业场景中,可减少非计划停机时间80%以上。未来还将融入物联网技术,实现多台设备齿轮状态的集中监控。汽车装配车间,在嘈杂忙碌中,气动葫芦快速吊运汽车零部件,加速装配。天津气动葫芦设备

从成本效益角度分析,齿轮式气动葫芦虽然初期购置成本相对较高,但其长期使用价值却远超预期。由于其出色的耐用性和可靠性,设备的使用寿命可达 10 年以上,且维修频率较低,很大降低了设备的全生命周期成本。同时,高效的能源利用和稳定的运行性能,减少了因设备故障导致的生产停机时间,提高了生产效率,为企业创造了更大的经济效益。此外,齿轮式气动葫芦的通用性强,可通过更换不同的附件和调整参数,适用于多种不同的吊装场景,减少了企业因购置多种吊装设备而带来的成本负担。对于一些中小型企业来说,选择一款性能可靠、功能多样的齿轮式气动葫芦,是实现高效生产和降低成本的明智之举。天津齿轮马达气动葫芦生产厂家低噪运行环境优,齿轮马达气动葫芦,宁静作业不扰民。

随着工业自动化的发展,齿轮式气动葫芦也在不断融入智能化技术。一些新型号的齿轮式气动葫芦配备了物联网模块,可通过无线网络与企业的智能管理系统连接,实现设备的远程监控和数据分析。管理人员可以实时查看设备的运行状态、工作时长、负载情况等数据,并通过大数据分析预测设备的故障隐患,提前进行维护保养,避免突发故障对生产造成影响。此外,智能化的齿轮式气动葫芦还具备自动诊断功能,当设备出现故障时,系统会自动生成故障代码并发送到管理人员的手机或电脑上,同时提供详细的故障解决方案,帮助维修人员快速定位和解决问题,进一步提高了设备的管理效率和可靠性。
气动葫芦作为以压缩空气为动力的起重设备,其重心工作原理基于气动马达的能量转换。它主要由气动马达、减速机构、起重链条(或钢丝绳)、控制系统及承重框架组成。气动马达是整个设备的动力重心,当压缩空气通过气管进入马达时,气流推动马达内的叶片或活塞旋转,将气压能转化为机械能。这种旋转动力经减速机构(通常为行星齿轮组)减速增扭后,传递给链条链轮或钢丝绳卷筒,带动起重部件完成升降动作。与液压葫芦依赖液压油传递动力不同,气动葫芦的动力传输介质是空气,这使得它在动力响应速度上更具优势——通气即动,断气即停,操作延迟可控制在0.5秒以内。同时,气动马达的输出扭矩可通过调节进气压力实现无级调节,当进气压力从0.4MPa增至0.6MPa时,起重速度和输出力能线性提升,便于根据作业需求灵活调整。维护保养相对便捷,只需定期检查液压油等关键部位。
齿轮气动葫芦的安装调试需围绕齿轮系统精细性展开。安装前需检查齿轮箱油位,确保油面处于油标中线位置,油液需为N320极压齿轮油,若油液浑浊需更换后再安装。固定机架时,螺栓预紧力需均匀——中型型号采用M12螺栓,预紧扭矩控制在35-40N・m,避免机架变形导致齿轮轴同心度偏差。调试阶段需重点测试齿轮啮合状态:空载运行时观察齿轮箱声音,正常应为均匀的“嗡嗡”声,若出现“咔咔”异响,需检查齿轮啮合间隙,通过调整垫片厚度修正。负载测试时,用额定重量的80%进行升降循环,观察链条运行是否平稳,若出现偏摆可能是齿轮轴平行度超标,需重新校准。调试完成后,需在齿轮箱透气孔加装防尘帽,防止粉尘进入影响齿轮润滑。食品加工工厂,气动葫芦凭借清洁无污染特性,吊运食材,守护食品安全。江西安装气动葫芦厂家
优良材质精心打造,齿轮式气动葫芦经久耐磨,寿命长久可靠。天津气动葫芦设备
气动葫芦的噪声控制技术不断升级,有效改善了作业环境。传统气动葫芦的噪声主要来自马达排气和链条摩擦,通常在90-100分贝,长期处于这种环境会影响操作人员健康。新型号通过三重降噪设计降低噪声:在马达排气口安装消声器,采用多孔陶瓷材料吸收气流噪声,可将排气噪声降低20-30分贝;链条运行轨道加装尼龙导向套,减少链条与金属部件的摩擦噪声;机架表面覆盖阻尼隔音层,抑制振动产生的结构噪声。经过优化后,现代气动葫芦的运行噪声可控制在80分贝以下,达到工业场所噪声限值标准。在对噪声敏感的环境,如精密仪器车间,还可选用静音型气动葫芦,其采用低噪声马达和特殊润滑脂,运行噪声进一步降至70分贝以下,接近正常交谈声音,能有效减少对周边设备和人员的干扰。天津气动葫芦设备