商机详情 -
河北美焊氩弧焊机器人供应商
八轴氩弧焊机器人的控制系统采用开放式接口设计,能够与 Ethernet、Devicenet 等多种网络进行连接,可与国内外主流的清枪剪丝装置、烟尘净化设备、上下料机器人等外部设备进行信号与数据交换,实现多设备协同工作,形成完整的自动化生产流程。机器人的控制器至多可扩展控制 24 个外部伺服电机轴同步协调控制,支持直线插补与圆弧插补,能够适配复杂的生产线布局与作业需求。这一兼容性设计与美焊科技堆焊设备的定制化适配逻辑一致,美焊堆焊设备可通过参数调整与定制化改造,适配不同行业、不同规格的工件,而该机器人则通过开放式接口与灵活的扩展能力,适配多种外部设备,提升生产线的自动化程度与生产效率,为客户提供更灵活、更多角度的自动化解决方案。热丝与程控电源协同,熔敷速度提升 60%,稀释率降低 60%。河北美焊氩弧焊机器人供应商

八轴氩弧焊机器人在核电设备空气导流板焊接中的应用,充分体现了其高精度与高可靠性优势。核电设备作为特殊行业装备,对焊接质量的要求极为严苛,焊缝需具备优异的强度、密封性与耐腐蚀性,不允许存在任何微小缺陷。该机器人系统通过激光视觉系统实时监测焊接过程,配合 AVC 弧压跟踪功能与高精度变位机联动控制,确保焊缝轨迹可靠、熔深均匀,焊接完成后经无损检测,焊缝合格率达 100%,满足核电行业的严格标准。美焊科技堆焊设备在压力容器行业的应用中,同样面临高标准要求,其焊缝经射线检测或超声波检测 II 级合格率达 98% 以上,二者均凭借可靠的精度与可靠性,在装备制造中发挥关键作用,为特殊行业的安全稳定运行提供保障。西藏异形件氩弧焊机器人批发价两轴 P 型变位机最大负载 500kg,翻转 ±185°,旋转 ±370°,定位精确。
八轴氩弧焊机器人的热丝电源(HP-200)与 HW500E 程控电源形成协同工作体系,热丝电源负责对焊丝进行预加热,通过脉冲加热技术将磁偏吹影响降至比较低,提高熔敷速度与焊接效率;程控电源则精细控制焊接电流、电压等重要参数,保障焊缝成型质量。二者通过标准化接口连接,实现参数协同调整,确保加热焊丝与焊接过程的精细配合,使焊接效率提升 1.5-2 倍,同时减少熔敷金属稀释率,提升焊缝性能。这一协同工作设计与美焊科技堆焊设备的热丝堆焊系统类似,美焊热丝堆焊系统通过热丝电源与焊接电源的协同,提升熔敷效率与堆焊质量,二者均通过多电源协同工作,实现 “高效 + 质量” 的焊接目标。
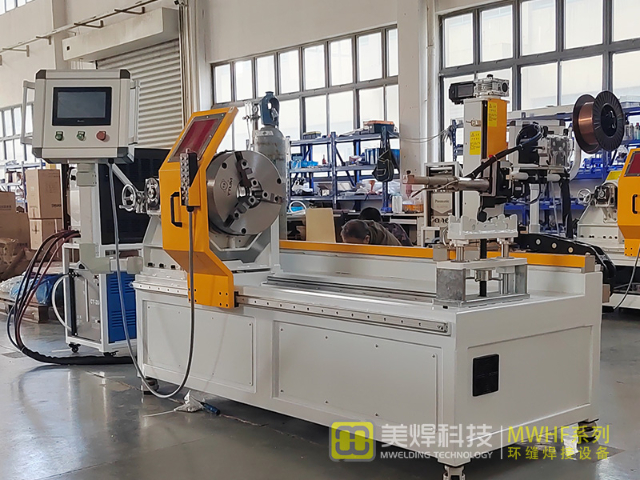
八轴氩弧焊机器人的安装调试工作由甲乙双方协同完成,明确的工作范围划分确保项目高效推进。美焊科技负责提供地基图及技术文件,完成现场设备的安装、调试工作,自带所需工具,同时参与工件试焊与现场培训;甲方则负责地基制作及安装场地准备,将电源电缆、保护气体管路接入指定位置,提供盘装焊丝,负责设备的卸车和搬入,准备待焊工件,并配合乙方完成试焊与培训工作。在设备发货前,美焊科技会在生产现场进行组装和完整的功能与性能测试,确保设备出厂质量;货到甲方场地后,甲方需根据发货清单进行点检,并及时通报乙方。甲方应在辅助人员、起重设备、常用工具等方面给予无偿合作,并为安装人员提供必要的生活便利。这一协作模式与美焊科技的售前售后服务体系异曲同工,其同样为客户提供售前技术支持、售中安装调试与培训、售后维保服务,通过明确的责任划分与高效协作,确保设备快速落地投产。机器人与外部设备兼容,可连接清枪、烟尘净化装置。

八轴氩弧焊机器人的弧焊功能包包含丰富的程序位移功能,能够根据已示教的程序,将动作位置平行、平行旋转或镜像位移到其他位置,大幅减少编程工作量,提升作业效率。该功能主要分为三类:程序位移可对示教程序某一范围的动作语句进行平行或平行旋转位移;镜像位移以面对称方式将示教位置位移到目标位置;角度输入位移功能通过输入点及旋转角执行程序位移,还可指定反复次数实现圆周上等间隔多次位移。这些功能与美焊堆焊设备的参数分区间设置功能类似,美焊设备通过分区间设置电流、送丝速度等参数适配复杂堆焊工艺,而这款机器人的程序位移功能则通过轨迹复用与调整适配不同规格工件的焊接。程序位移功能尤其适用于批量生产中同类型、不同尺寸工件的焊接,操作人员只需示教一个基准程序,即可通过位移功能快速适配其他尺寸工件,无需重复编写程序,可提升编程效率与生产灵活性,是自动化批量生产的重要技术支撑。主页面实时显示电流、电压、热丝电流等关键参数。西藏氩弧焊机器人厂家报价
防碰撞传感器 TA-3 定位精度 < 0.03mm,碰撞后无需重新调校。河北美焊氩弧焊机器人供应商
八轴氩弧焊机器人搭载的 AVC 弧压跟踪功能,是提升焊接精度的智能化技术之一,通过实时采样焊接过程中的电压数据,经运算后调整运动方向与步长,修正用户示教的焊接轨迹,确保焊接过程中钨极与工件高度始终保持一致。该功能覆盖直线运动、圆弧运动、摆动开启等多种焊接轨迹,能够有效补偿工件装配误差、焊接变形等因素导致的焊缝位置偏移,大幅降低焊接缺陷率。其工作逻辑与美焊科技堆焊设备的弧长自动控制技术异曲同工,美焊设备通过分区间跟踪弧压保障堆焊层厚度均匀,而这款机器人的 AVC 弧压跟踪则聚焦于弧焊过程中弧长稳定性,二者均通过实时反馈与动态调整实现焊接参数的准确把控。此外,系统还具备焊接过程手动调整功能,可与机器人通讯并发送运动指令执行偏移,完成手动偏移与弧压跟踪的协同作业,同时封装了 FANUC 接触抬升功能,能实现基于用户坐标系方向的接触抬升,进一步提升焊接启动阶段的精度,为高质量焊缝形成提供技术保障。河北美焊氩弧焊机器人供应商