商机详情 -
上海铜精密压铸公司
压铸模具由两部分组成,分别是覆盖部分与活动部分,它们结合的部分则被称为分型线。在热室压铸中,覆盖部分拥有浇口,而在冷室压铸中则为注射口。熔融金属可以从这里进入模具,这个部位的形状同热室压铸中的注射嘴或是冷室压铸中的注射室相匹配。活动部分通常包括推杆以及流道,所谓流道是浇口和模腔之间的通道,熔化的金属通过这个通道进入模腔。覆盖部分通常连接在固定压板或前压板上,而活动部分则连接在可动压板上。模腔被分成了两个模腔镶块,它们是独自的部件,可以通过螺栓相对容易地从模具上拆下或安装。精密压铸,让金属焕发无限可能。上海铜精密压铸公司
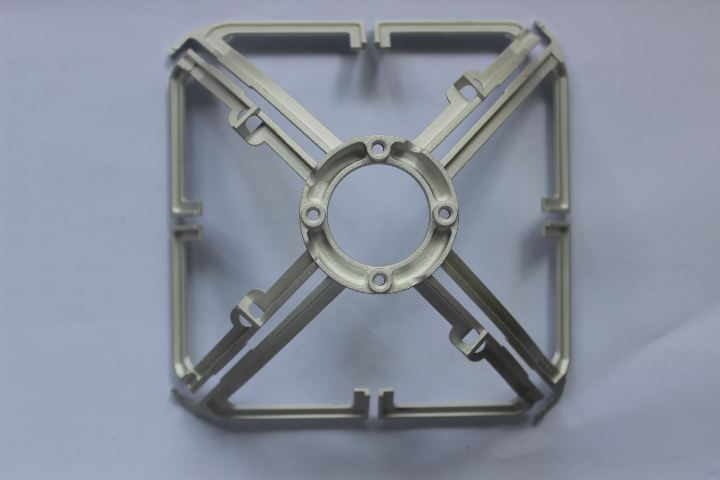
压铸模具由覆盖部分和活动部分组成,它们之间的结合线被称为分型线。覆盖部分通常配备有浇口或注射口,而活动部分则包含推杆和流道。这种设计确保了熔融金属能够顺利进入模具,并在冷却后形成精确的铸件。模具的每一部分都经过精密加工,以确保铸件的尺寸精度和表面质量。模腔镶块是压铸模具中的独自部件,可以通过螺栓方便地拆卸和安装。这种设计使得模具的维护和更换更加容易,同时也降低了生产成本。模腔镶块的材料选择和加工精度对铸件的质量有重要影响。山东储能精密压铸行业精益求精,铸就压铸传奇。
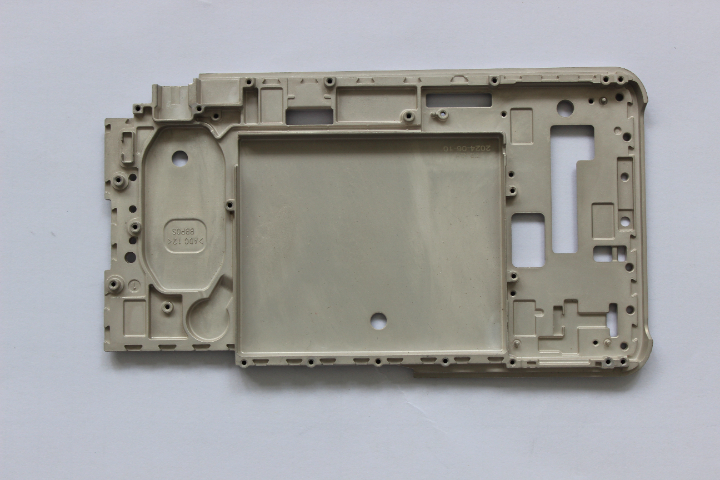
精密压铸的精度控制是制造过程中的重要环节。模具的精度直接影响铸件的尺寸和形状。因此,在制造模具时,需要采用高精度的加工设备和测量工具,确保模具的精度满足要求。同时,在压铸过程中,还需要控制熔融金属的温度、压力和速度等参数,以确保铸件的精度和表面质量。精密压铸的表面质量是评价其质量的重要指标之一。在压铸过程中,熔融金属在高压下快速填充模具腔体,可能导致铸件表面出现气孔、缩孔等缺陷。为了改善铸件的表面质量,可以采取多种措施,如优化模具设计、控制熔融金属的成分和温度、采用真空压铸技术等。此外,后续处理如打磨、喷砂等也可以进一步提高铸件的表面质量。
在压铸过程中,模具可能会因为温度变化过大而产生热裂。这是因为模具在高温和低温之间频繁切换,导致材料内部产生应力。热裂不只影响模具的寿命,还可能导致铸件出现缺陷。为了防止热裂,模具材料必须具有良好的抗热裂性,并且在使用过程中需要控制温度变化的速度。压铸模具的维护与保养对于延长其使用寿命至关重要。在每次压铸循环后,需要清理模具表面和分型线处的残留金属。同时,要定期检查模具的磨损和侵蚀情况,及时更换磨损严重的部件。此外,模具的存放环境也需要注意,避免潮湿和腐蚀。压铸之美,在于精确与细致。

精密压铸的制造过程体现了现代工业技术的精湛与高效。从熔融金属的注入到模具的闭合,再到高压下的成型,每一步都需要严格的操作和控制。精密压铸的高精度不只体现在其形状和尺寸上,更体现在其内部结构的致密性和均匀性上。这种精密铸造的特性使得精密压铸在承受复杂载荷和恶劣环境时,能够保持稳定的性能。此外,精密压铸还具有良好的可加工性和可焊接性,便于后续的加工和组装。精密压铸在汽车工业中的应用尤为普遍。汽车轮毂、发动机支架、传动系统部件等关键部位,都离不开精密压铸的支撑。压铸铝合金轮毂以其轻量化、高的强度、耐腐蚀等优点,成为现代汽车的重要部件。精密压铸的高精度和稳定性,保证了汽车行驶的安全性和舒适性。同时,精密压铸的批量生产也降低了汽车制造成本,提高了生产效率。严格把控,确保压铸品质。深圳新能源精密压铸件
严格把控,精密压铸品质无忧。上海铜精密压铸公司
1838年,为了制造活字印刷的模具,人们发明了压铸设备。初个与压铸有关颁布于1849年,它是一种小型的,用来生产印刷机铅字的手动机器。1885年奥托·默根特勒发明了Linotype排字机,这种机器能够将一整行文字压铸成一个单独的铅字,它给印刷界带来了前所未有的革新。在印刷业进入大规模工业化后,传统的手压字模已经被压铸取代。1900年左右,铸字排版进入市场使得印刷业自动化技术进一步提高,因此有的时候在报社内能看见十多台压铸机。随着消费产品的不断增长,奥托的发明获得了越来越多的应用。人们可以利用压铸大批量地制造零部件产品。1966年,通用动力发明了精速密压铸工艺,这种工艺有时也被称作双冲头压铸。上海铜精密压铸公司