商机详情 -
辽宁真空冻干机箱体生产
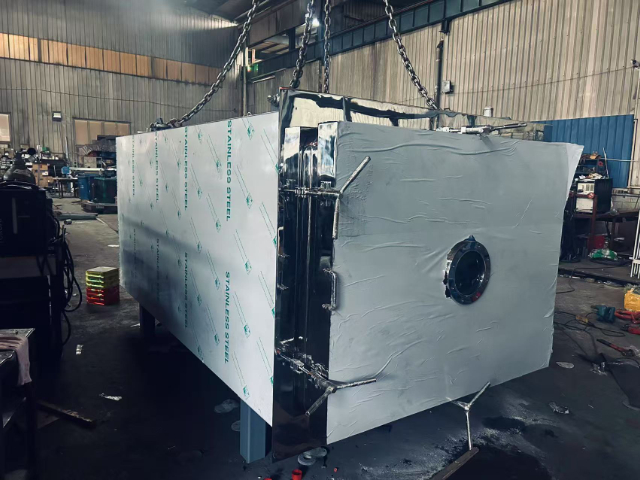
冻干机箱体加工与设备的整体性能息息相关。质量的箱体加工能为制冷系统、真空系统等提供稳定可靠的支撑环境。例如,箱体的良好密封性是真空系统正常工作的前提,若箱体密封不严,会导致真空度无法达到要求,影响冻干效率和产品质量;而坚固的箱体结构能保证制冷系统在运行过程中不受外界干扰,稳定地实现降温功能。此外,箱体内部的光滑度和清洁性也会影响物料的冻干效果,若有物料残留或表面粗糙,可能会导致物料干燥不均匀,因此,在箱体加工时,要充分考虑与其他系统的协同工作,以提升冻干机的整体性能。真空管道在穿过箱体处的密封情况怎样?辽宁真空冻干机箱体生产

冻干机板层的标准化生产对于行业发展具有推动作用。制定统一的板层尺寸、性能标准和加工工艺规范,有利于提高生产效率,降低生产成本,促进零部件的通用性和互换性。例如,不同厂家生产的冻干机板层如果能够遵循相同的标准,在设备维修和更换部件时就更加方便快捷,减少停机时间。同时,标准化生产也便于质量监管和市场准入,消费者可以更直观地比较不同产品的性能和质量。行业协会和相关标准化组织可以发挥主导作用,组织企业共同制定和完善板层的标准体系,推动整个冻干机行业的规范化、标准化发展。吉林干燥冻干机箱体价格箱体的表面处理工艺(如抛光、喷漆等)对设备使用有什么作用?

在冻干机板层的设计中,材料的选择是首要考量因素。通常选用不锈钢材质,如304或316L不锈钢,304不锈钢具有良好的耐腐蚀性和机械性能,成本相对较低,适用于一般要求的冻干场景;而316L不锈钢,因其含钼元素,在抗点蚀和抗晶间腐蚀能力上更胜一筹,对于一些对卫生条件和耐腐蚀性要求极高的医药、**食品冻干领域是理想之选。从结构设计来看,板层内部一般设有导流条或导流板,其作用是引导冷媒的流动,确保板层各区域温度均匀。合理的导流设计可以避免出现局部温度过高或过低的现象,保证物料在冻干过程中受热均匀,提高产品质量的一致性。例如,采用S型导流通道设计,能延长冷媒在板层内的流动路径,增强热交换效果,使板层温度偏差控制在极小范围内。
不锈钢材质的焊接特点冻干箱体常采用不锈钢材质,如304或316不锈钢。这些不锈钢材料具有良好的耐腐蚀性,但在焊接时也有其独特的特点。焊接过程中,不锈钢容易产生热裂纹,这是由于其合金成分的影响。同时,不锈钢的热导率较低,焊接时热量不易散发,容易造成局部过热,导致变形。为解决这些问题,在焊接时需选择合适的焊接材料,控制焊接热输入,采用较小的焊接电流和较快的焊接速度,同时进行适当的预热和后热,以减少焊接缺陷的产生,保证焊接质量。箱体的保温性能对冻干机的能耗有怎样的关联?
冻干箱焊接过程中的质量监控在冻干箱体焊接过程中,质量监控是保证焊接质量的关键环节。焊工应随时观察焊接熔池的状态,如熔池的形状、大小和颜色等,及时调整焊接参数。同时,要对焊缝的外观质量进行实时检查,如焊缝的宽度、高度、直线度等是否符合要求。对于多层多道焊,每层焊缝焊接完成后都要进行清理和检查,确保无缺陷后再进行下一层焊接。此外,还可采用无损检测等手段对焊接过程中的质量进行监控,及时的发现和解决问题。加热元件与箱体接触部位的绝缘性能如何?福建医药冻干机箱体厂家
定制化冻干机箱体在满足客户特殊需求时要考虑哪些要点?辽宁真空冻干机箱体生产
冻干机板层的加工工艺对其性能有着决定性影响。目前常见的加工工艺有塞焊、内焊、钎焊和电阻焊等。塞焊工艺相对简单,先把内部导流条焊在板上,再盖上预先打好孔的板,用氩弧焊填满后刨平、抛光,设备要求不高,因此被大部分设备采用,但它的缺点是焊接应力较大,长期使用可能导致板层变形甚至焊点泄漏。内焊是上下板焊接上“7”型的板后扣合,不过焊接变形控制难度大,装配困难,有些厂家焊接后还需铣床加工,大幅增加工艺成本。钎焊加工工艺简单,但设备投入昂贵;电阻焊虽能实现较好的焊接效果,但对设备要求高,且焊接品质难以检查,容易出现虚焊。不同的加工工艺各有利弊,企业需根据自身的生产需求、成本预算和产品质量要求来选择合适的工艺。辽宁真空冻干机箱体生产