商机详情 -
聚氨酯搅拌器哪里买
增塑剂生产过程中,适宜的搅拌器转速范围是多少?
增塑剂生产过程中,适宜的搅拌器转速范围通常在20-1500r/min之间67。但具体的转速需要根据生产工艺、物料性质、设备结构等因素来确定,以下是一些常见的情况:制备硅基陶瓷型芯的增塑剂7:在将石蜡和蜂蜡混合的增塑剂溶化时,搅拌器的搅拌速度为20-60r/min。而在后续与粉料混合等步骤中,会先逐渐升速至1500r/min搅拌1小时,然后降速至700r/min连续搅拌4小时备用。聚醚二元醇制备增塑剂1:将聚醚二元醇加入三口烧瓶中,滴入甲苯二异氰酸酯后,在70-75℃下以100-120r/min的转速搅拌并反应3小时。制备复合膜用增塑剂1:将复合聚乙烯、碳酸钙、炭黑和增塑剂等加入搅拌机中混合均匀,控制搅拌机的转速为450-480r/min,温度为75-85℃,搅拌时间为15min。制备脚垫用增塑剂8:将炭化混合物、PVC基料、环氧树脂、驱蚊母料、增塑剂放入高速搅拌器中混合,搅拌转速在800-1000转/分之间,搅拌时间5-8分钟,搅拌温度在60-100℃之间。 选用强度高的耐磨材料制作搅拌器桨叶,可有效减少设备磨损并降低能耗。聚氨酯搅拌器哪里买
搅拌器
不稳定的转速会给不饱和树脂的以下性能造成影响:外观透明度降低:转速不稳定使物料混合不均,反应进行不一致,可能产生一些未反应完全的区域或杂质,导致树脂的透明度下降,看起来不再清澈透明。色泽变化:可能引发副反应,生成一些带有颜色的物质,或者使树脂中的添加剂分散不均匀,进而导致树脂的颜色发生变化,影响其外观质量。出现气孔和缺陷:不利于气泡的排出,转速高时混入的空气多形成小气泡,转速低时气泡上升速度慢,气泡残留在树脂中,在固化后会形成气孔和缺陷,降**品的表面光洁度和致密性7。粘度粘度不均匀:转速不稳定导致物料受到的剪切力和混合程度不断变化,使树脂分子的聚合程度不一致,有的地方分子量较大,粘度较高;有的地方分子量较小,粘度较低,整体上树脂的粘度呈现不均匀分布。影响触变性能:对于具有触变性能的不饱和树脂,不稳定的转速会破坏其内部的结构和粒子分布,使其触变指数发生变化,影响树脂在施工过程中的流动性和流平性。力学性能强度降低:反应不均匀使得树脂固化后的交联网络结构不完善,存在薄弱点,在受到外力作用时,容易在这些薄弱部位发生破坏,导致树脂的拉伸强度、弯曲强度等力学性能指标下降。 江苏中和池搅拌器客服电话化工间歇反应中,搅拌器的启动方式对物料混合初期的均匀性有哪些影响?

搅拌器用于高压与真空环境时,密封材质的耐压性与抗渗透性选择有何关键差异?一、耐压性选择:压力方向决定材质“抗变形需求”高压环境中,搅拌器内部压力远高于外部,材质耐压性关键需应对**“向外的压力冲击与挤压”:需优先选择“高抗挤压强度”材质,避免因高压导致密封件变形、密封面分离。例如动环常用碳化钨、氮化硅等硬质合金(抗压强度可达2000MPa以上),静环选用浸锑石墨(兼具硬度与韧性,抗挤压不易碎裂),密封圈则需耐高压的氟橡胶、全氟醚橡胶(在30MPa以内压力下仍能保持结构稳定,不出现过度压缩变形)。真空环境中,内部为低气压、外部为常压,材质耐压性关键需应对“向内的压力挤压与塌陷”:重点要求材质“抗负压塌陷能力”,避免常压空气挤压导致密封结构失效。此时金属材质更具优势,如316L不锈钢(刚性强,在真空负压下不易形变)、焊接金属波纹管(整体成型无拼接,抗塌陷同时保证密封行程);非金属材质需选高度聚四氟乙烯(拉伸强度≥20MPa),避免因负压导致密封件“吸扁”破坏密封面贴合度。二、抗渗透性选择:密封目标决定材质“阻隔方向”高压环境下,密封关键是“防内部介质外泄”。
搅拌器高压与真空环境下密封结构的设计差异有哪些?搅拌器密封结构的设计关键,取决于环境压力差的方向与密封优先级,高压与真空环境的本质压力特性差异,直接决定了二者在设计要求上的明显不同。从密封目标看,高压环境中搅拌器内部压力远高于外部,密封关键是“防介质外泄”,需抵御高压介质对密封面的冲击与渗透,避免物料损失或安全风险;真空环境则相反,内部处于低气压状态,外部常压空气易渗入,密封关键是“防外界侵入”,需阻断空气、水汽或杂质进入,防止破坏真空度或污染物料。在结构选型上,高压环境常用“抗挤压型密封”,如单端面/双端面机械密封,通过增强密封面比压(如加大弹簧力)、优化静环与动环的贴合精度,配合金属波纹管等抗变形结构,抵御高压下的密封面分离;真空环境更依赖“低泄漏型密封”,优先选用磁流体密封、焊接金属波纹管密封,这类结构无接触磨损、泄漏率极低(可低至10⁻⁹Pa・m³/s),同时避免使用易藏气的拼接结构,减少真空死角。材料要求也存在差异:高压密封材料需兼顾“耐高压强度”与“介质兼容性”,如动环常用硬质合金(碳化钨)、静环用浸锑石墨,密封圈选耐挤压的氟橡胶;真空密封材料则侧重“低放气率”。 准确计算搅拌器的功率输出,在保证搅拌效果的同时可减少能耗和磨损。
搅拌时间对醇酸树脂生产的影响主要体现在以下几个方面:对反应程度的影响时间过短:反应物混合不充分,醇酸树脂的合成反应进行得不完全,导致转化率较低,产品中可能残留较多未反应的原料,影响树脂的性能和质量,例如树脂的分子量可能达不到预期,使其在成膜后硬度、柔韧性等性能不佳。时间适中:能使多元醇、多元酸和脂肪酸等原料充分接触并发生酯化缩聚反应,让反应进行得较为彻底,提高树脂的转化率和分子量,使树脂具有良好的性能,如合适的粘度、硬度、附着力等。时间过长:可能导致一些副反应的发生,如过度交联、氧化等,不仅会消耗原料,降低产品的收率,还可能使树脂的性能变差,如树脂变脆、韧性降低等。对产品性能的影响时间过短:物料混合不均匀,导致树脂的分子链分布不均匀,影响产品的性能稳定性。例如,可能会出现局部分子量过高或过低的情况,使树脂在使用过程中表现出不同的性能,影响其在涂料、胶粘剂等领域的应用效果。时间适中:有助于使树脂的分子链生长均匀,分子量分布合理,从而提高产品的性能,如光泽度、柔韧性、耐水性等。在涂料应用中,能形成均匀、光滑的漆膜,具有良好的装饰性和保护性。时间过长:可能使树脂的分子链过度增长或发生交联。 搅拌器桨叶的倾斜角度不同,对减少泡沫产生的效果会有怎样的差异?河北附近哪里有搅拌器销售价格
高粘度流体搅拌时,源奥如何通过桨型与转速的匹配提升混合效率?聚氨酯搅拌器哪里买
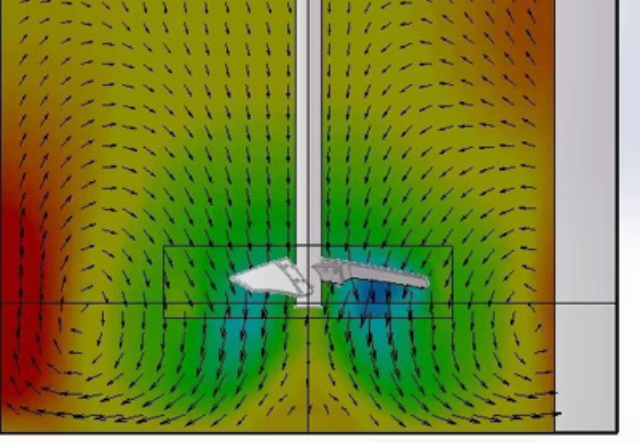
桨叶倾斜角度的调整会影响搅拌器的能耗,具体分析如下:角度对流体阻力的影响:倾斜角度变化会改变桨叶与流体的作用方式和接触面积。较小倾斜角度时,桨叶推动流体主要产生轴向流动,流体相对平缓地流过桨叶,受到的阻力较小。随着倾斜角度增大,流体的径向流动增强,桨叶对流体的推动和剪切作用更加复杂,流体与桨叶的摩擦和碰撞加剧,导致阻力增大,从而需要消耗更多能量来维持搅拌器运转。例如,当叶片角度从17°增加到90°时,搅拌器周围的流速范围增大,能耗也随之变化1。角度对流动模式和湍流强度的影响2:不同的倾斜角度会产生不同的流动模式和湍流强度。较小倾斜角度产生的轴向流动,使流体在容器内形成相对简单的循环,湍流强度较低,能量主要用于推动流体整体流动,能耗相对较低。较大倾斜角度产生强烈的径向流动和较高的湍流强度,虽然能提高混合效率,但湍流的形成和维持需要消耗更多能量,导致能耗增加。不过,当倾斜角度为45°时,能兼顾轴向和径向流动优势,使流体在各个方向充分混合,有效搅拌体积分数达到比较高,混合时间缩短,在这种情况下,可实现较好的节能效果。此外,在一些特殊设计的搅拌器中,通过优化桨叶倾斜角度与其他结构参数的组合。 聚氨酯搅拌器哪里买