商机详情 -
环保CIP杀菌
安路来特次氯酸发生器在CIP清洗方面优势明显:杀菌效果好:能广谱高效杀灭CIP系统内各类病原微生物,像大肠杆菌等,保障设备卫生,防控产品质量与安全风险。还可去除并抑制CIP管路生物膜再生,传统方法难除的生物膜,会被其产生的次氯酸溶液破坏结构、杀灭去除,减少对清洗与设备运行的影响。安全性高:原料只盐和水,无需接触氯气等危险消毒品,规避泄漏、泄露风险,保障人体健康安全。溶液杀菌后降解为盐和水,无残留、气味,可在有人时使用,不刺激人体,也不污染后续产品。环保性强:次氯酸杀菌后无有害副产物,对环境无害,符合环保要求,无需特殊废水处理,减少企业环保成本压力。稳定性好:pH值在5.0-8.5间可按需调节,适配不同清洗需求与设备材质,避免腐蚀。借助先进膜电解与自控技术,良好微电脑系统结合PLC高频监控,实时调整参数,确保杀菌溶液浓度、pH值稳定,提升清洗效果可靠性。操作维护简便:机组全自动化运行,无需人员值守,停水停电自动恢复,日常只需定期加盐,降低人力成本。主要部件电解槽寿命长,达30000小时,是其他设备5-6倍,可稳定服务8-10年,减少设备更换成本与频率。次氯酸水自然分解,不污染环境。环保CIP杀菌
CIP
安路来特电解水设备的低盐低氯化技术,基于对电解反应的精确把控,实现高效生产同时降低盐与氯化物残留。1.特殊电极与催化机制设备采用特制电极,其表面具有特殊微观结构与催化活性位点。这些位点对氯离子的氧化反应具有高度选择性,优先促使氯离子按照预期路径生成氯气,进而转化为次氯酸。例如,电极表面的活性涂层能有效降低反应活化能,引导氯离子以特定的电子转移方式进行反应,避免生成高氯酸盐等不必要的氯化物副产物。同时,电极材料具备良好的稳定性,在长期电解过程中自身损耗极小,防止因电极腐蚀而引入额外金属离子与氯化物结合,从源头上减少氯化物的产生。2.精确参数调控精确控制电解过程中的各项参数是关键。通过精确设定电流密度,使氯离子在阳极表面有序地失去电子转化为氯气,避免因电流密度过高导致反应失控,产生复杂氯化物。例如,根据不同的生产需求,将电流密度稳定在特定范围,既能保证足够的反应速率,又能减少副反应。同时,严格控制温度,因为温度对反应路径和产物分布影响明显。适宜的低温环境有助于抑制副反应发生,使反应更倾向于生成目标产物次氯酸,从而降低氯化物残留。德国牛奶CIP清洗的应用次氯酸拥有很强的广谱杀菌能力,能瞬间灭活细菌、病毒与生物膜,其效率远超普通氯制剂。在CIP中应用广。

传统的非环保化学CIP步骤是在高温下进行的,包括:水冲洗,碱洗,然后再进行水冲洗,然后使用消毒剂,然后进行水冲洗,比起安路来特,解决方案清洁需要更多的时间、水和能源。安路来特只用盐和水制出阳极电解液次氯酸水和阴极电解液氢氧化钠。阳极生成次氯酸水消毒液,无毒,无刺激,无残留,环保,杀菌广谱,杀菌迅速,次氯酸可以由我们的嗜中性粒细胞或白细胞自然产生,以抵抗微生物和炎症。这使次氯酸成为安全的消毒剂。阴极生成氢氧化钠清洁液,无需调浓度直接清洁有机污垢用,无任何添加剂,比起化工合成的烧碱比,电解氢氧化钠渗透力强,去污能力强,无任何添加,腐蚀性小。完全可以代替传统的化学CIP,无需高温,并省去碱洗和消毒剂步骤之间的冲洗,将清洁过程减少到4步,即,水冲洗,阴极电解液,氢氧化钠清洁液,阳极电解液次氯酸消毒剂,然后水清洗从而显着减少有价值的生产时间损失。这种节省时间的清洁过程还为装瓶商节省了能源和水,同时阳极电解液次氯酸水直接清洗消毒罐装前的空瓶,从而带来更大的利润和更环保的CIP过程。
安路来特次氯酸发生器:CIP清洗的有力助手在食品、饮料、制药等行业的CIP清洗流程中,安路来特次氯酸发生器凭借独特优势,发挥着关键作用。在食品饮料生产领域,各类生产设备如灌装线、发酵罐及输送管道,极易残留糖分、蛋白质等有机物质,滋生大量微生物。安路来特次氯酸发生器产生的高纯度次氯酸溶液,具有强大的杀菌能力,能迅速杀灭大肠杆菌、霉菌等有害微生物,保障产品的卫生安全。同时,该溶液对生物膜有良好的溶解和剥离作用,可有效除去CIP系统管路内的生物膜,避免生物膜造成的交叉污染,提升清洗效果。制药行业对设备清洁度要求近乎严苛。安路来特次氯酸发生器生成的次氯酸溶液,不仅杀菌效果明显,且无残留,不会对药品生产环境造成二次污染。通过精确调节次氯酸的浓度与pH值,可适配不同材质的制药设备,在确保高效消毒的同时,防止对设备产生腐蚀,延长设备使用寿命。安路来特次氯酸发生器操作简便,自动化程度高,能实现24小时无人值守运行,极大降低人力成本。设备稳定性强,具备智能监控与故障预警功能,可实时监测并调整运行参数,确保次氯酸溶液的质量稳定。此外,其环保性能出色,原料只需盐和水,产物在杀菌后自然降解为无害物质,减少企业环保压力。次氯酸在乳制品设备的CIP清洗中也有重要应用。
爱沙尼亚envirolyte电解水设备中文安路来特电解水设备,食品厂:降本增效,保障品质[具体名称]食品厂主营肉类加工,此前传统CIP清洗方案,每月化学品采购费3万,水耗2500吨,能耗1.8万。因化学剂腐蚀,设备每2-3年需大维修,每次8万。采用安路来特电解水设备,盐和水为原料,月盐成本4000元,水耗降至1200吨,能耗1.2万。低盐低氯化技术使维修周期延至5-6年,每次成本4万。设备采购价与同类相当,但一年节省超20万。优势是清洗流程从多步简化为4步,次氯酸水消毒无残留,保障食品安全。饮料厂:节能提质,增强竞争力[具体名称]饮料厂原CIP清洗复杂,效率低,化学消毒剂残留致产品口感不佳,次品率6%。引入安路来特CIP/HD系列发生器,次氯酸MAX浓度达6000ppm,按需生产电解液。设备体积小、操作便捷、远程监控,减少人工管理成本。能耗比之前降35%,水耗降45%,次品率降至1%以内。该设备投入合理,每年节省能耗、水耗及因次品减少带来的收益远超采购成本。优势在于保证饮料卫生安全,提升产品品质,增强市场竞争力。CIP清洗允许在不拆卸设备的情况下进行清洗和消毒。啤酒CIPClean-In-Place
CIP清洗系统的主要部件是CIP清洗站,清洗站通常有两罐式、三罐式、四罐式和五罐式。环保CIP杀菌
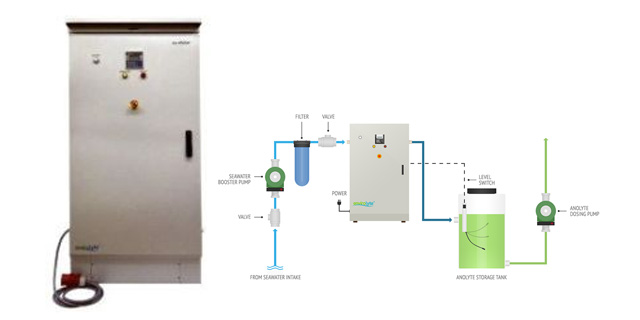
CIP清洗消毒解决方案的革新者安路来特,爱沙尼亚envirolyte扎根电解水行业,历经50余载,始终专注于此。旗下CIP系列阳极电解液/阴极电解液发生器,专为食品加工与饮料市场量身打造。在CIP发生器内,电解液依据精确预设的次氯酸与氢氧化钠参数生成,ppm浓度、pH值及盐/氯化物残留量精确稳定,旨在实现高效CIP操作并规避腐蚀风险,故而通常只用于CIP流程。CIP及CIP/HD系列发生器,能满足多种清洗、脱脂与消毒需求。阳极电解液(次氯酸)用于消毒,阴极电解液(氢氧化钠)用作清洁剂,满足食品、啤酒及饮料行业现场按需生产特定强度与体积电解液的需求。与传统高温非环保化学CIP步骤相比,安路来特只以盐和水为原料,阳极生成的次氯酸水消毒液,无毒无刺激无残留,杀菌广谱迅速;阴极生成的氢氧化钠清洁液,无需调浓度,去污力强且腐蚀性小。它将清洁流程减至4步,大幅节省生产时间、能源与水,还能提升工人安全性。安路来特CIP方法助力饮料厂达成可持续发展目标,带来诸多益处:减少CIP时间损失、净化微生物、降低有害化学品使用、提升安全性、节约能源与水。CIP发生器技术先进,具备低盐低氯化物、参数稳定、按需生产、技术成熟、体积小易操作、远程监控、欧洲原装整机进口。环保CIP杀菌