商机详情 -
粘接圆形沉孔磁铁哪家好
圆形沉孔磁铁在使用过程中易出现三类典型失效,需针对性制定预防方案。一类是磁性能衰减失效,多因工作温度超过磁钢额定耐温值(如普通钕铁硼长期处于 100℃以上),或受到强反向磁场干扰(如相邻大功率磁铁),预防需在设计阶段明确环境温度,选用适配耐温型号,并保持与强磁源的安全距离(≥10 倍磁钢直径)。第二类是结构损坏失效,常见于安装阶段扭矩过大(如 M3 螺丝拧入扭矩超过 1.5N・m)导致沉孔开裂,或长期振动使螺丝松动引发磁铁脱落,预防需严格控制安装扭矩(参照螺丝规格匹配),并定期检查螺丝紧固状态(每 3-6 个月一次)。第三类是涂层腐蚀失效,多因涂层划伤(如安装时工具磕碰)或环境中腐蚀性物质(如酸碱溶液)侵蚀,预防需在安装时做好涂层保护(如使用特用夹具),并避免磁铁接触腐蚀性介质,若不可避免则需选用耐腐蚀更强的涂层类型。钕铁硼的强大磁力使其在众多领域不可或缺。粘接圆形沉孔磁铁哪家好
转子钕铁硼的库存管理需兼顾性能保存与成本控制,重心要点集中在存储条件、库存周期与批次管理三方面。存储环境需满足温度 20℃-25℃、相对湿度≤40%,磁钢需采用密封包装(内置干燥剂),避免直接暴露在空气中,防止表面氧化;不同型号、不同批次磁钢需分区存放,标识清晰标注型号、磁能积、生产批次、入库日期,避免混放导致错用;库存周期需控制在 6 个月以内,超过 3 个月未出库的磁钢,需每 1 个月抽样检测磁性能(重点检测剩磁与矫顽力),确保无明显衰减;针对高价值高磁能积型号(如 N50-N52),需采用 “少量多次” 采购策略,减少库存积压与资金占用,同时预留 10%-15% 安全库存,应对突发生产需求。粘接圆形沉孔磁铁哪家好磁粉在模具中压制成型,压制压力影响坯体密度与后续性能。

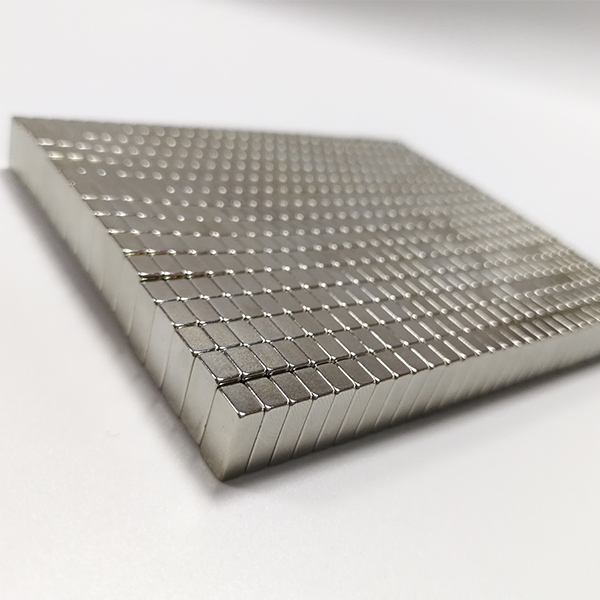
圆形沉孔磁铁是在常规圆形钕铁硼磁铁基础上,通过机械加工在表面或端面开设圆柱形沉孔的特殊规格产品,其结构设计赋予独特优势。沉孔位置分为 “端面沉孔”(沉孔垂直贯穿磁铁厚度方向,保留边缘环形磁体部分)与 “侧面沉孔”(沉孔从侧面切入,不贯穿整体厚度),沉孔直径通常比配套螺丝直径小 0.1-0.3mm,确保螺丝紧密嵌入实现固定。重心优势在于无需额外固定件(如夹子、胶水),可通过螺丝直接与金属、塑料等基材连接,安装后结构稳定性强,能承受一定的拉力与振动(如 20N 以下静态拉力);同时沉孔加工精度高,孔径公差控制在 ±0.05mm,孔深公差 ±0.1mm,适配 M2-M8 等常见规格螺丝,满足不同场景的安装需求,避免传统磁铁依赖胶水易老化、脱落的问题。
为确保转子钕铁硼在电机生命周期内稳定工作,需通过多维度检测保障质量。磁性能检测需在安装前后分别进行:安装前检测单块磁钢的磁能积、矫顽力、剩磁,确保符合型号标准(如 N45 型号磁能积 45±2MGOe);安装后检测转子整体磁通量与磁场波形,确保磁场正弦度≥95%,避免电机运行时产生转矩脉动。机械性能检测包括振动测试(10-2000Hz,加速度 15g)与离心力测试(模拟电机较高转速 1.2 倍的离心力),检查磁钢是否出现松动、碎裂;耐环境测试需将转子放入高低温箱(-40℃至 150℃)循环 50 次,冷却后检测磁性能衰减率,要求衰减≤3%;盐雾测试(中性盐雾,5% NaCl 溶液)72 小时,检测磁钢表面涂层是否出现锈蚀。所有检测需记录数据并留存报告,确保每批转子钕铁硼质量可追溯。钕铁硼在磁性联轴器中应用,实现非接触传动,隔离振动。
钕铁硼强磁的 “强” 主要体现在超高磁能积与强吸附力,其磁能积普遍在 30MGOe 以上,不错型号可达 55MGOe,吸附力是普通铁氧体磁铁的 10-20 倍,能轻松吸附自身重量数十倍的金属物体。根据磁强度差异,钕铁硼强磁可分为 N35-N52 多个常规等级,数字越大磁能积越高,吸附力越强,如 N52 型号吸附力比 N35 高 40% 以上;此外还有耐高温系列(如 35H、40SH),在保持强磁特性的同时,能耐受 80-200℃高温,适配高温作业场景。其强磁特性源于内部 Nd₂Fe₁₄B 晶体的有序排列,生产中通过精细控制制粉粒度、磁场取向强度,进一步强化磁性能,但强磁也导致其脆性更高,受冲击易碎裂,且运输、存储需特殊防护,避免因磁场相互作用引发安全问题。钕铁硼的高磁能积使其磁力强大。粘接圆形沉孔磁铁哪家好
其剩磁(Br)一般在1.0-1.4T,能提供强磁场,保障设备动力。粘接圆形沉孔磁铁哪家好
当前,钕铁硼磁铁行业呈现出高性能化、节能化、低成本化的发展趋势,同时也面临诸多挑战。在技术升级方面,研发人员通过优化合金配方(如减少镝的使用量)、改进生产工艺(如定向凝固技术),在提升磁性能的同时降低成本,满足新能源汽车、风电等行业的大规模需求。节能化趋势体现在生产过程中,通过采用真空烧结炉余热回收系统、优化制粉环节能耗,降低碳排放量,契合绿色生产理念。然而,行业也面临稀土原料价格波动大、供应不稳定的风险,钕、镝等稀土元素的稀缺性导致成本控制难度增加。此外,高温性能不足、耐腐蚀性差等技术短板仍需突破,同时环保政策对生产过程的污染物排放要求日益严格,未来需通过技术创新与产业链协同,实现行业可持续发展,进一步拓展其在不错制造领域的应用潜力。粘接圆形沉孔磁铁哪家好