商机详情 -
工业注塑磁体定制
对刚接触的人来说,转子注塑磁可以简单理解为“带磁性的一体化转子零件”。它不是传统的“金属转子+单独磁钢”组合,而是把磁性材料和高分子材料混合后,通过注塑工艺一次性做成的完整转子。比如家里风扇电机、洗衣机电机里,那个能带动扇叶或滚筒转的、带磁性的重心零件,就可能是转子注塑磁。它的外形通常是圆柱形,中间有轴孔方便装转轴,表面可能有凹槽或凸台,这些都是为了适配电机的安装和工作需求。简单说,它是把“磁体”和“转子基体”合二为一的零件,不用像传统转子那样先做金属底座,再粘贴或镶嵌磁钢,是一种更集成的磁性转子形式,主要用在需要小型、轻便、批量生产的电机或设备里。注塑磁因其独特性能和工艺优势,在多个行业得到普遍应用。工业注塑磁体定制

PPS基体作为PPS注塑磁的重心载体,赋予其多项适配严苛环境的关键优势。首先是耐高温稳定性,PPS的玻璃化转变温度约100℃,熔点达280℃,在150-200℃长期工作环境下,仍能保持稳定的物理结构与力学性能,不会出现软化、变形等问题,避免因基体失效导致磁性粉末脱落或磁性能衰减,适配汽车发动机周边、工业窑炉配套设备等高温场景。其次是力学强度与刚性,PPS材料的弯曲强度可达100-130MPa,冲击强度≥5kJ/m²,制成的注塑磁部件能承受设备运转时的振动与载荷冲击,如工业压缩机电机中的PPS注塑磁转子,可长期承受高频振动而不易损坏。再者是耐化学腐蚀性,PPS分子结构稳定,对硫酸、盐酸、机油、齿轮油等介质无明显反应,即使在化工设备的腐蚀性环境中,也能隔绝磁性粉末与腐蚀介质接触,延长部件使用寿命。此外,PPS材料的成型收缩率低(0.5%-1.5%),有助于提升注塑磁部件的尺寸精度,满足精密设备的装配需求。工业注塑磁体定制注塑工艺为注塑磁磁环带来了明显的成型优势。

水泵铁氧体的生产工艺需经过多道关键环节,每一步均需严格把控,以保障产品质量与磁性能稳定,满足水泵应用需求。以应用普遍的烧结铁氧体为例,一步是原料制备:按氧化铁(60%-70%)、氧化锌(10%-15%)、氧化锰(15%-20%)等比例混合,加入少量助熔剂(如硼酸),经球磨机研磨至粒径≤1μm的细粉,确保成分均匀;第二步是成型:将粉料压制成环形或块状坯体,压制压力控制在150-200MPa,保证坯体密度均匀(≥3.8g/cm³),避免后续烧结开裂;第三步是烧结:将坯体放入烧结炉,在1200-1300℃下保温4-6小时,使粉料充分结晶形成致密结构,烧结过程中需控制升温速率(5-10℃/min),防止坯体变形;第四步是后处理:烧结后进行切割、打磨,修正尺寸精度(如环形磁钢内径公差±0.05mm),随后进行多极充磁,充磁电流根据磁极数量调整(通常为2000-3000A),结尾检测磁性能(剩磁、矫顽力)与尺寸,合格后方可用于水泵电机组装。
转子注塑磁的生产过程不算复杂,有点像做塑料玩具的注塑工艺,主要分三步。一步是“混料”,先把磁性粉末、高分子塑料颗粒和少量助剂倒在一起,用专门的机器搅拌均匀,加热融化后做成一颗颗的“磁粉塑料颗粒”,就像做好了注塑用的“原材料”。第二步是“注塑成型”,把这些颗粒放进注塑机,机器会把颗粒加热融化成流体,然后用压力把流体压进专门的转子模具里。模具的形状就是转子的较终形状,比如带轴孔、带凹槽的样子。等流体在模具里冷却变硬,打开模具就能取出初步的转子毛坯。第三步是“后处理”,先把毛坯上多余的边角料剪掉,然后放到充磁机里“充磁”——充磁机会产生强磁场,让转子具备磁性,结尾再检查一下尺寸和磁性是否合格,合格的就是成品转子注塑磁了。整个过程不需要复杂的机械加工,主要靠模具和注塑机完成。注塑磁铁的定制化能力是其在市场中脱颖而出的重要因素。
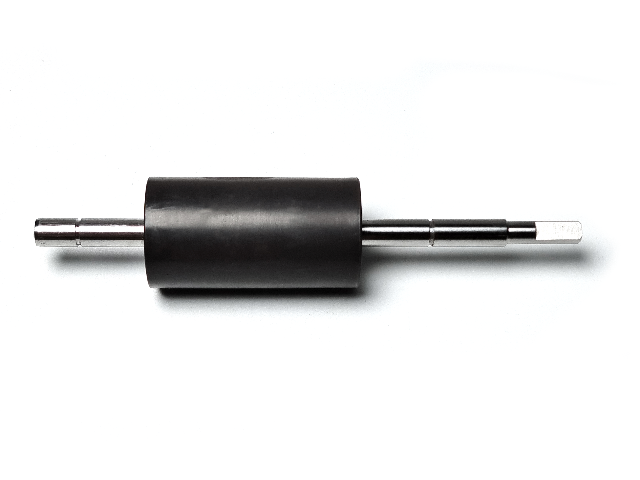
转子注塑磁的重心功能在于其磁性,该特性是日常设备稳定运转的关键动力支撑。在家庭常用电器中,电风扇扇叶的持续转动、洗衣机滚筒的高速脱水,均依赖转子注塑磁与电机线圈的协同作用——通过磁性产生稳定的转动力矩,驱动重心部件运行。其磁性作用具有均匀性特点,可避免设备运行过程中出现转速波动或明显振动,确保电器运行的稳定性。简言之,转子注塑磁通过磁性形成的“隐形驱动力”,为各类小型电器的正常工作提供保障,是日常生活中诸多设备实现运转功能的重要基础部件。永磁塑磁转子融合了永磁材料与高分子塑料,形成独特的结构体系。工业PPS注塑磁批发价格
注塑磁铁在生产过程中展现出明显的环保特性。工业注塑磁体定制
在水泵铁氧体的安装与使用过程中,需关注多项注意事项,以确保水泵稳定运行,延长铁氧体部件寿命。安装时,首先需确保铁氧体转子与电机转轴的同轴度(偏差≤0.1mm),若同轴度不佳,会导致转子旋转时偏心,增加摩擦损耗,甚至引发电机噪音与铁氧体开裂;其次,安装烧结铁氧体磁钢时,需使用适配的粘结剂(如环氧胶)固定,粘结前需清洁磁钢与转子铁芯表面油污、灰尘,确保粘结牢固,避免水泵运行时磁钢脱落;结尾,安装后需检查铁氧体与定子线圈的间隙(通常为0.5-1mm),间隙过大则磁损耗增加,导致水泵电机效率下降,间隙过小则可能出现转子与定子摩擦,损坏铁氧体。使用时,需避免水泵干运行(无液体输送时运行),干运行会导致电机温度骤升,超过铁氧体耐温上限(150℃),引发磁性能衰减;同时需定期检查水泵密封状况,防止水渗入电机内部接触铁氧体,虽铁氧体耐潮湿,但长期浸泡仍可能影响粘结剂性能,导致磁钢松动;此外,若水泵出现转速下降、流量减少,需及时检查铁氧体磁性能,若磁强衰减超过20%,需更换新的铁氧体部件。工业注塑磁体定制