商机详情 -
MES(MOM)系统开发
首先,MES系统在汽车制造业中的一个重要应用是生产计划管理。汽车制造业的生产过程通常包括多个工序和环节,需要进行详细的生产计划。MES系统可以帮助企业制定和执行生产计划,确保生产进度的准时和顺利。它可以根据订单和库存情况,自动调整生产计划,确保生产的灵活性和响应能力。同时,它可以监控生产进度和生产效率,及时发现和解决生产过程中的问题,提高生产效率和产品质量。其次,MES系统在汽车制造业中的另一个重要应用是质量管理。汽车制造业对产品的质量要求非常高,需要进行严格的质量控制和管理。MES系统可以对生产过程进行实时监控和控制,确保产品的质量和一致性。它可以对生产过程中的关键参数进行监测和控制,及时发现和纠正生产过程中的质量问题。同时,它可以对产品进行质量检测和追溯,确保产品符合质量标准。通过对质量数据的收集和分析,可以为企业提供良好的质量分析和报告,帮助企业改进产品质量和生产过程。制造执行系统(manufacturing execution system,MES)是一个车间级的管理系统!MES(MOM)系统开发
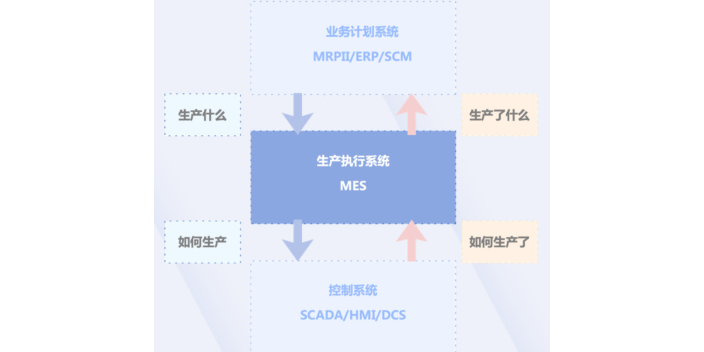
MES(MOM)系统能够接收来自企业资源计划(ERP)系统的生产订单,并根据订单要求、物料库存、设备状态和人员安排等信息,制定详细的生产计划。在调度方面,它可以合理安排生产任务在不同设备、不同时间段的执行顺序,以较大限度地提高设备利用率和生产效率。例如,在汽车制造车间,MES 系统可以根据订单中不同车型的配置要求,精确安排冲压、焊接、涂装和总装等各个工序的生产计划,确保生产线的流畅运行。实时监控是 MES(MOM)系统的关键功能之一。通过与生产设备的连接,系统可以采集各种生产数据,如设备的运行参数、生产进度、质量指标等。这些数据以可视化的方式呈现给管理人员,使他们能够及时发现生产过程中的异常情况。在电子产品制造中,MES 系统可以实时监测贴片机的工作状态,包括贴装速度、贴装精度等参数,一旦出现偏差超出设定范围,系统立即发出警报,以便及时调整。MES(MOM)系统开发MES(MOM)系统对生产数据深度分析,为企业决策提供科学依据,助力准确把握市场趋势,增强产品竞争力。

MES/MOM 系统建立了完善的质量管理体系,从原材料检验、生产过程检验到成品检验,实现了质量数据的全程记录和分析。系统可以根据预设的质量标准和检验规则,自动进行质量判断和预警,帮助企业及时采取纠正措施,防止不合格品的产生,提高产品质量稳定性。对生产设备进行全生命周期管理,包括设备的采购、安装调试、日常维护、故障维修、报废等环节。通过实时监控设备的运行状态,系统可以预测设备故障,提前安排维护计划,减少设备停机时间,延长设备使用寿命,降低设备维护成本。
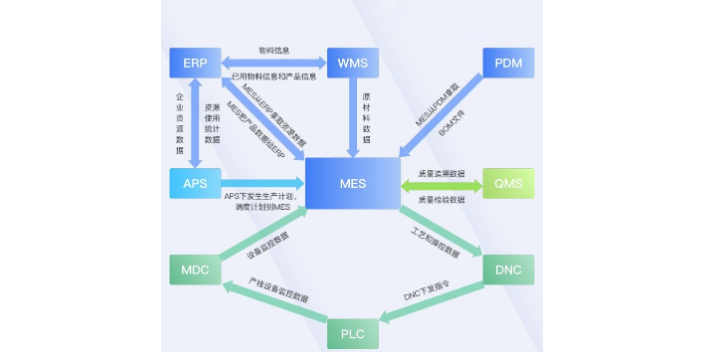
除了在生产过程中的应用,MES系统还可以在其他方面发挥作用。例如,它可以帮助企业管理和优化供应链。通过与供应商和客户的系统集成,MES系统可以实时获取供应链的信息,并进行分析和优化。这样,企业可以及时了解供应链的状况,及时调整采购和销售计划,以确保供应链的顺畅和高效。此外,MES系统还可以帮助企业进行质量管理。通过与质量管理系统的集成,MES系统可以实时监控产品质量,并进行质量分析和改进。这样,企业可以及时发现产品质量问题,及时采取措施,以提高产品质量和客户满意度。综上所述,MES系统在制造业中的应用非常广。它可以帮助企业实现生产计划的准确执行,实时监控和控制生产过程,以及收集和分析生产数据。此外,它还可以帮助企业管理和优化供应链,进行质量管理等。这些应用使得MES系统成为制造业中不可或缺的工具,为企业提供了重要的支持和帮助。MES(MOM)系统通过对生产数据的挖掘分析,发现生产流程中的瓶颈环节,为流程再造提供有力依据。
通过MOM系统,可以对生产过程进行数据分析和挖掘,发现生产过程中的潜在问题和改进空间。例如,通过MOM系统的数据分析功能,可以对生产数据进行统计和分析,找出生产过程中的瓶颈和低效环节;通过MOM系统的挖掘功能,可以发现生产过程中的规律和趋势,为生产计划和调度提供参考。通过这些功能,企业可以不断改进生产过程,提高生产效率和质量。综上所述,MOM系统在汽车制造业中的应用可以实现对生产过程的全面管理、可视化管理和优化管理。通过MOM系统的应用,汽车制造企业可以提高生产效率和质量,降低生产成本,提高市场竞争力。MES(MOM)系统通过智能排产功能,考虑设备产能、订单交期等因素,较大化提高设备利用率,缩短生产周期。MES(MOM)系统开发
成都众和昊天科技有限公司的 MES(MOM)系统,让企业生产合规性更易保障。MES(MOM)系统开发
实时的质量监控和追溯功能使企业能够及时发现和解决质量问题,从而提高产品的合格率和稳定性,增强企业的市场竞争力。有效的物料管理和设备管理减少了库存成本和设备维修成本。同时,提高生产效率也间接降低了单位产品的生产成本。随着制造业的不断发展和新技术的涌现,MES(MOM)系统也在持续进化。一方面,与物联网、大数据、人工智能等技术的融合日益深入。物联网技术使系统能够更广、更准确地采集设备和生产数据;大数据分析技术帮助企业从海量数据中挖掘有价值的信息;人工智能则可用于预测设备故障、优化生产调度等。另一方面,MES(MOM)系统将更加注重用户体验和系统的灵活性,以适应不同企业的多样化生产需求。MES(MOM)系统开发