商机详情 -
江苏机加工软件
MES不只是工厂的单一信息系统,而是横向之间、纵向之间、系统之间集成的系统,即所谓经营系统,对于SCP、ERP、CRM、数据仓库等近年被关注的各种企业信息系统来说,只要包含工厂这个对象,就离不了MES。归结起来,MES可以概括为一个宗旨——制造怎样执行,两个核心数据库——实时数据库、关系数据库,两个通信接口——与控制层接口和与业务计划层接口,四个重点功能——生产管理、工艺管理、过程管理和质量管理等。MES为企业生产管理人员进行过程监控与管理、保证生产正常运行,控制产品质量和生产成本提供了灵活有力的工具。四川汽摩配行业软件供应商众和昊天。江苏机加工软件
MES这种强定制化的软件,一定要找匹配度高达服务商,看同行业案例实施情况,看能不能支撑公司未来业务需求变更,灵活拓展和迭代很重要,较好自己的IT就能迭代,主动权在自己手里。之前在一家家电大厂,用的就是深圳的一家MES,咋一看客户案例还挺多的(后面是图便宜选的)结果导入了2年还没有完全用起来....各种被领导叼....现在想换...我朋友一家机加工厂就是用的众和昊天MES软件。的总体还不错。软件这个东西没有黑白分明的好坏,他们用了好几年不断升级迭代到现在用得很好...总之行业经验和主动权更重要...其它的都是扯淡....国外的也是扯淡....设备联网软件服务商MOM软件可解决产品如何做出来,实时展现工厂发生的情况。
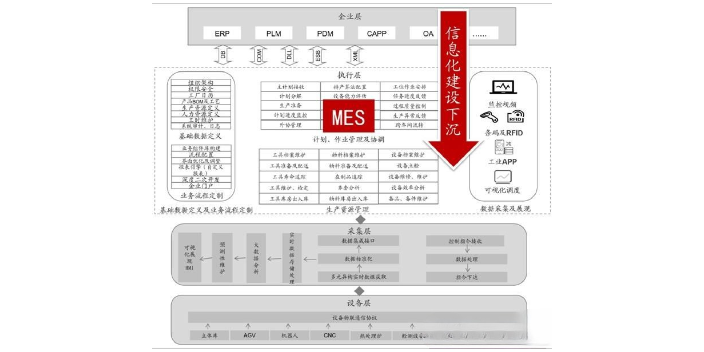
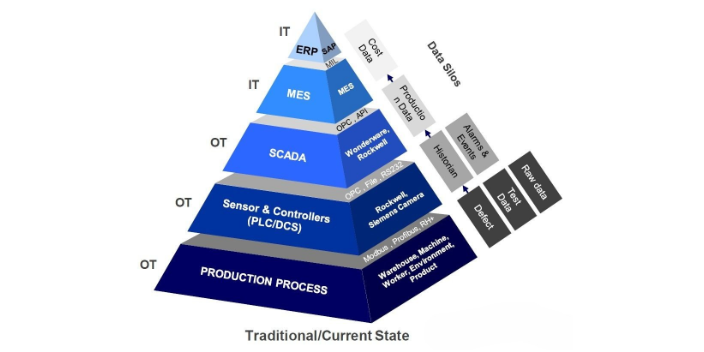
目前推行智能制造,实行的就是MOM平台,这个平台本身遵循行业标准,有标准的对象模型及业务流程,有很高的灵活性和可扩展性,与SAP也有规范化的接口。所以很多供应商都整合了自己的产品并改名叫做MOM。这些MOM概念产品的推出,从市场反馈来看,能否通过“解耦”整体系统、再进行“积木式耦合”的路径,满足制造业碎片化、定制化需求,是成为MOM产品能否获得中国工厂数智化转型升级这一超万亿级市场青睐的关键。无论以后MOM/MES演化和延伸出什么新概念,能够拿出真本事来达到客户要求的实施方案才是企业致胜的关键。
工厂因其生产的产品不同,有不同类型,大体上,可以分为流程型、离散型、单件生产,虽然跨类型的工厂差异非常大,但是基本活动是一致的,就是:搬运、加工、储存、检查这四个,如果再加上不得不的对物料状态的区分,还可以加上“收料”和“发货”,基本上是这六大类事务。此外就是一些预处理的辅助活动。这些生产活动某种程度看是通用的,与行业无关。离散制造介于流程制造和单件制造之间,兼具二者的的许多特性,可以以其为学习对象深入研究。制造主要活动可以被定义为搬运、加工、存储和检查这四个,其中复杂的是加工,抛开工艺差异性,可以概括为是料号的跳转,它的特异性体现在对某个特意。针对工站和辅助活动的再细分才和具体行业以及工序息息相关。所以,理论上,MES软件在某个粒度界限之上实现通用,似乎是可行的,只是,如果再要细化时就要进行客制化开发了。精益管理辅导和辅导固化工具认准众和昊天。
MOM/MES软件比较重要的地方在于业务流程跟实施落地,软件开发的技术方面,要求到不是太高(主要指的是UI设计跟编码能力方面,算法方面好的话,更加如鱼得水了);只需要都C#和SQL能够初步了解,懂得实现原理就行(这两方面的学习,可以去找一些培训学校(像:北大青鸟、达内等;不是广告啊),半年内就可以速成了,上夜课也可以)至于MOM/MES软件的业务流程跟实施落地怎么学习,较好是找乙方公司的开发、实施岗位(现在的MOM/MES软件公司都比较小个,这两个岗位都是双挑的,有的还需要负责销售支持),通过现场实施来慢慢积累经验跟人脉还有在行业内的名气.无锡齐套软件供应商众和昊天。常州离散行业软件操作流程
组装行业齐套问题如何解决?找众和昊天来帮忙。江苏机加工软件
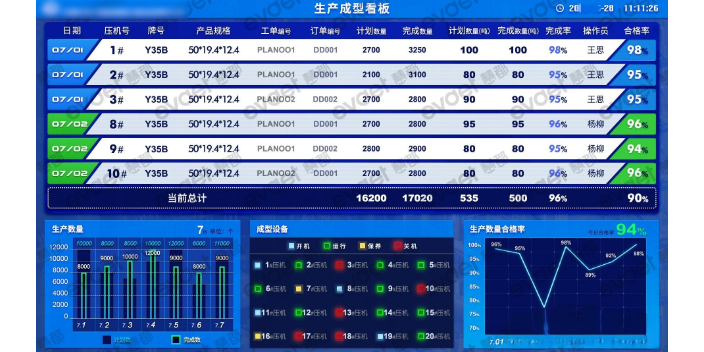
MES系统的全称是制造执行系统。所以它是制造业要考虑上不上的系统。企业上系统,一定要考虑收益。MES系统能为企业带来什么效益呢?这是一个复杂的问题。因为MES系统能提供多方面的效益,但是企业却因为其规模、业务特点、产品业态、生产组织方式等等方面,提出各自需求。所以用一句话概括企业是否有必要上MES有些困难。举例说明。零部件制造类企业,需要提供产品可追溯性,同时满足客户对追溯性的要求,例如用条码追溯生产日期、设备参数和工人。了解生产订单的进度,确保按时出货通过数据采集,得到真正的产品重量、尺寸等成本计算关键数据实施采集人工工时,避免人工烦琐的统计工作对生产中人机料法环各个环节的管控,保证产品品质检验部门能够及时检验并立即上传系统。 江苏机加工软件