欢迎来到金站网
金站网首页
网站导航
在注塑、压铸或复合材料成型过程中,脱模剂的使用看似简单,实则直接影响产品良率、模具寿命及后续加工效率。然而,许多操作人员常因涂抹方式不当,导致涂层过厚、分布不均,甚至引发产品污染或脱模失败。如何实现高效、稳定的脱模效果?关键在于掌握科学的涂抹方法。
脱模剂涂抹前的模具清洁与预处理要点
无论使用何种脱模剂,模具表面的洁净度都是决定附着效果的前提。残留的油污、旧涂层、水渍或微尘会阻碍活性成分与金属基材的有效结合,降低脱模性能。因此,在涂覆前应彻底清理杂质,可采用无纤维布配合中性清洁剂擦拭,必要时用压缩空气吹净死角。对于长期使用的模具,建议定期进行深度清洁,避免累积污染物影响新涂层的成膜质量。值得注意的是,某些氟系脱模剂对基材极为温和,本身不会腐蚀金属,但若基材已有锈蚀或氧化层,仍需先行处理以确保附着力。
实现薄涂与均匀性控制的关键技术要领
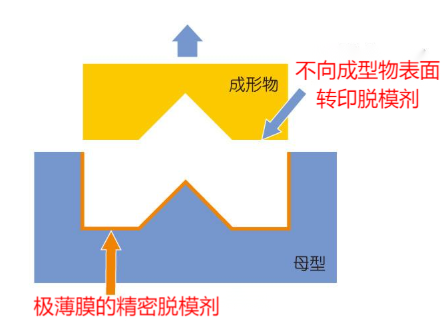
理想的脱模层应为纳米级厚度,肉眼不可见却能有效隔离树脂与模具。过厚不仅浪费材料,还可能造成堆积、流挂,甚至影响产品尺寸精度。实现“薄而匀”的关键在于控制涂覆量与溶剂挥发速度。例如,采用快干型溶剂时,需加快操作节奏以防局部干燥;慢干型则利于流平,适合复杂曲面。此外,初次使用高性能氟系脱模剂时,建议分2–3次薄涂,每次间隔至触干,以形成致密稳定的反应层。这种多层薄涂法比单次厚涂更能提升附着强度和耐久性。
不同涂抹工具的选择标准与操作技巧
市面上常见的涂覆方式包括刷涂、喷涂、浸涂和布擦。选择工具需结合模具结构、生产节拍及操作环境。小面积或精细部位适合软毛刷或无纺布,便于准确准控制;大面积平面或批量处理则推荐低压喷涂,确保覆盖均匀且节省人力。需注意的是,并非所有脱模剂都适配高压喷枪,部分含氟溶剂虽不燃、低毒,但雾化过细可能增加吸入风险,应在通风良好处操作。值得一提的是,某些先进氟涂层剂因流动性好、成膜快,对工具要求极低,普通毛刷即可完成高质量涂覆,大幅降低操作门槛。
涂抹后脱模剂的检查与补涂要求
涂覆完成后,应静置约2小时待涂层完全附着。可通过水滴角简易判断成膜效果:氟涂层表面水珠呈高球形,若水膜铺展则可能涂覆不足或基材未净。在连续生产中,若发现脱模力增大或产品出现粘模痕迹,说明涂层性能有所衰减。此时无需打磨或清洗旧层,只需直接补涂一层即可恢复功能,这一“可修复性”特性减少停机时间和维护成本。同时,因活性成分与基材强力结合,几乎不会迁移到制品表面,保障了后续粘接、喷涂等工序的可靠性。
在高精度制造领域,脱模工艺的细微优化往往带来明显效益。作为特种化学品解决方案的提供方,杜特润贸易(深圳)有限公司依托其代理的国际品牌资源,持续为行业引入具备不燃安全、长效脱模与环保合规特性的氟系产品。其推广的FluoroSurf
FG-509X系列,凭借纳米级成膜、宽温域适用及简便操作等优势,已在光学、汽车、复合材料等多个场景验证了实用性。
正确使用脱模剂,不仅是技术动作,更是对生产效率与品质的深层把控。从清洁到补涂,每一步都值得细致对待。