欢迎来到金站网
金站网首页
网站导航
镗加工与铣加工作为机械制造的主要工艺,存在本质区别。镗削通过单刃刀具旋转切削实现深孔精加工,铣削借助多刃刀具往复运动完成平面及复杂轮廓加工。本文从加工原理、刀具特性、适用场景等维度对比两者差异,并结合瑞宏机械的技术实践,揭示其在精密制造中的关键作用。
一、加工原理的本质差异
1.1镗削:内孔精加工的专属
镗削是以镗刀绕固定轴线旋转(主运动),同时沿轴向进给(进给运动)的切削过程。刀具只单刃参与切削,通过微量多次调整实现孔径精修。典型特征包括:单刃切削:切削力集中,适合修正孔径公差(IT7-IT9);强迫排屑:通过镗杆内腔强制排出切屑,避免二次切削;刚性支撑:需借助镗床立柱、导轨等刚性结构抵消径向振动。
1.2铣削:多自由度形状塑造
铣削采用多刃刀具(通常3-32齿)高速旋转,通过工作台移动或刀具进给完成材料去除。其主要特征为:多刃协同:每转一圈可完成多次切削,生产效率明显;复合运动:可实现X/Y/Z三轴联动加工复杂曲面;间歇切削:周期性断续切削降低切削力,适合软质材料。
二、刀具系统的根本区别
2.1镗削刀具的精密性
瑞宏机械采用HSK-63A刀柄系统,搭配硬质合金涂层刀具(如TiAlN涂层),可实现:高刚性:径向跳动≤0.005mm;长寿命:单刃寿命达2000-5000小时;微调能力:通过刀垫补偿0.01mm级径向误差。
2.2铣削刀具的多样性
配备Φ3-32mm可转位刀片,支持:粗铣:采用不等齿距设计(前角30°-35°)提升排屑效率;精铣:负前角刀具(-5°-0°)保证表面光洁度Ra0.8μm;特种加工:金刚石涂层刀具用于石墨、铜合金等非金属材料。
三、典型应用场景对比
3.1镗削的不可替代性
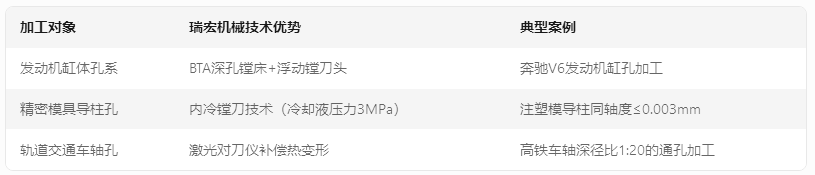
3.2铣削的多面手特性

四、质量控制的关键差异
4.1镗削的尺寸精度控制
瑞宏机械采用"三检制度":1.粗加工:使用气动量仪检测孔径(±0.05mm);2.半精加工:激光干涉仪校正刀具径向跳动;3.精加工:在线测量系统实时补偿热位移。
4.2铣削的表面质量提升
通过以下工艺组合实现Ra0.08-1.6μm表面粗糙度:分层铣削:每层切深0.02mm逐步逼近较终尺寸;顺铣策略:刀具切入方向与工件进给方向一致;微量润滑:油雾冷却减少积屑瘤形成。
五、瑞宏机械的技术突破
作为国内精密加工领域的先进企业,瑞宏机械在镗铣复合加工领域取得明显成就:
1.复合机床开发:自主研发的TX-V850五轴联动镗铣床,支持镗孔与铣削工序无缝衔接,加工效率提升40%;2.智能补偿系统:基于物联网的刀具磨损监测平台,实现切削参数动态优化;3.特种材料加工:成功攻克钛合金、镍基高温合金等难加工材料的铣削难题,表面残余应力降低60%。
六、选择加工方法的决策树
mermaid
graphTD
A[加工对象]-->B{孔径大小}
B-->|Φ20mm以下|C[优先铣削]
B-->|Φ20-100mm|D[视材料选择]
D-->|钢/铸铁|E[镗削]
D-->|铝合金/钛合金|F[铣削]
A-->G{壁厚要求}
G-->|薄壁件(<1mm)|H[铣削]
G-->|厚壁件(>5mm)|I[镗削]
在智能制造背景下,瑞宏机械通过技术创新不断拓展镗铣加工的边界。无论是追求极好孔径精度的深孔加工,还是需要复杂三维成型的铣削任务,企业都能提供量身定制的解决方案。理解两种工艺的本质差异,将是制造业转型升级的重要技术储备。
联系人:
联系手机:
联系电话:
经营模式:
所在地区:
主营项目: