欢迎来到金站网
金站网首页
网站导航
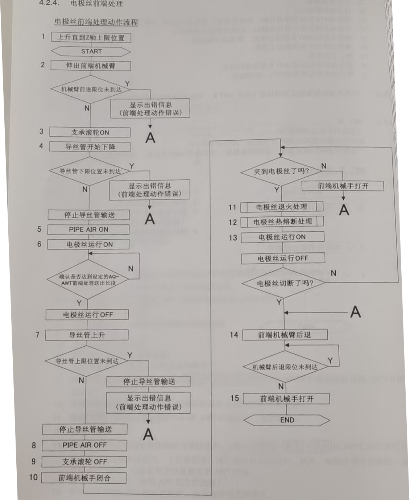
电极丝前端处理
电极丝前端处理是一个精细且关键的工艺步骤,它通常在电极制备流程的初期阶段进行。这一步骤的前缀内容涵盖了前期的准备工作和预处理环节。首先,需要对电极丝进行材质的选择与检验,确保其符合既定的标准和要求。随后,进行表面的初步清洁,去除油污、尘埃等杂质,为后续的深度处理打下良好基础。此外,还需准备好处理所需的设备和化学试剂,如清洗液、抛光膏等,确保整个处理过程能够顺利进行。这些前缀内容为电极丝前端处理提供了必要的条件和支持。以下是具体步骤:
1 前端处理动作前,进行电极丝卷起动作,Z轴上升直到上限位置。
2 使前端机械臂控制气缸前移。但是10秒以内不进行前移时,会显示「前端处理出错」,前端机械臂、前端机械手回到初期状态,并停止动作。
3 使AWT部支承滚轮动作。
4 穿丝管,直到下限限位位置。但是,5秒之内不进行前移时,会显示「前端处理出错」,前端机械臂、前端机械手回到初期状态,并停止动作。
5 喷出穿丝管内的空气。
6 将电极丝送出,直到达到 设定· 机械 中AQ-AWT前端处理送出长度要求的长度。
7 上升穿丝管直到上限限位位置。10秒之内不进行前移时,会显示「前端处理出错」,前端机械臂、前端机械手回到初期状态,并停止动作。
8 停止喷出穿丝管内的空气。
9 停止AWT 部支承滚轮。
10 闭合前端机械手,确认是否夹持到电极丝。此时,如果没有电极丝时,打开、闭合机械手(很多3回),很终确实没有时,前端机械臂、前端机械手返回到初始状态,并停止。
11进行电极丝的退火动作。
12 进行电极丝的热熔断动作。
13 按设定·机械中的AQ-AWT 卷起长度设定值卷回电极丝。
14 使前端机械臂后退,进行后退限位的确认。
15 打开前端机械手,将剪切下的电极丝排放到盒中。
通过以上步骤,前端处理动作完成。