商机详情 -
上海高质量车灯注塑模具制造厂家
汽车车灯注塑模具专业设计靠谱的注塑模具制造厂商。浙江大豪车业有限公司致力于生产高质量的注塑模具产品。同时配备了专业的经验丰富的设计团队。汽车注塑模具镶件怎么设计?推荐以下2种方法给大家参考设计方法:1.模芯2个面做直身,选择做在基准角侧的面,方便碰2个面加工取数。2.另外2个面做3到5度斜度,镶耐磨块,模框避空0.5到1mm,磨耐磨块厚度配框,而不用磨模芯面。3.此种方法同样适用正面盲镶的镶件主要目的:方便配模框。汽车注塑模具镶件汽车模周圈深骨位镶件设计方法主要目的:模芯太高,单独镶出来,方便加工骨位。设计方法:1.镶件采用周圈镶,底下做冬菇头定位,锁螺丝固定,镶件与镶件间做3-5度斜度配合,方便装配,防止配空。2.镶件沿分形面往面镶一段,底面配合是平面,镶件规整好加工。不采用跟产品外形镶做法。浙江大豪车业积极创建现代企业管理模式,全面导入质量管理体系,大力推行现代化管理办法,彰显企业实力。上海高质量车灯注塑模具制造厂家
车灯注塑模具交货时间车灯注塑模具价格浙江大豪车业有限公司专注生产注塑模具。控制模具温度的目的和模具温度对注塑件的影响注塑工艺中,控制模具温度的主要目的一是将模具加热到工作温度,二是保持模具温度恒定在工作温度。以上两点做的成功的话,可以把循环时间尽可能优化,进而保证注塑件稳定的高质量。模具温度会影响表面质量,流动性,收缩率,注塑周期以及变形等几方面。模具温度过高或不足对不同的材料会带来不同的影响。对热塑性塑料而言,模具温度高一点通常会改善表面质量和流动性,但会延长冷却时间和注塑周期。模具温度低一点会降低在模具内的收缩,但会增加脱模后注塑件的收缩率。而对热固性塑料来说,高一点的模具温度通常会减少循环时间,注塑模具,且时间由零件冷却所需时间决定。此外,在塑胶的加工中,高一点的模具温度还会减少塑化时间,减少循环次数。浙江车灯注塑模具价格行情浙江大豪车业坚持把工厂建设成为管理科学、产品优良、顾客满意的集团化汽车零部件及塑料模具专业生产基地。
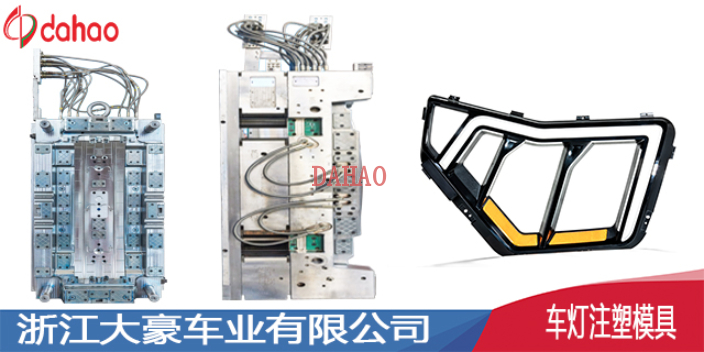
车灯注塑模具价格大约多少?浙江大豪车业有限公司根据以下几点估算价格。一是产品的大小,形状的繁简,这个决定了模具有什么相应的结构,直接关系模具的制作费用。二是产品对尺寸,外观的要求,要求精密,外观要求高的,加工费用是不一样的。三是对模具穴数的要求,就是开关一次模具,出几个产品,是一次一个还是多个,这个一般是不太大的产品才有这一项。四是预期模具生产量,这个决定了要用什么样的材质,也关系费用。欢迎有意向的客户前来询价,本公司会根据客户具体的需求提供优惠的报价。
汽车车灯注塑模具生产厂哪家好?如何更好的进行选择?在选择注塑模具生产厂家的时候,先了解以下厂家的综合实力如何,拥有较强的生产能力,比如说像浙江大豪车业有限公司,相对于其他品牌来说,整体的优势就比较明显,企业的综合实力比较强,而且口碑在业内也是特别的好。在生产过程中,会不断的更新技术,特别是在以技术为导向的行业里,谁拥有了过硬的技术也就拥有了参与竞争的能力。同时要提前了解厂家的生产种类多不多,是否可以满足不同的需求,例如浙江大豪车业,可以根据用户的使用需求,设计出用户满意的模具,更是可以根据用户的使用需求,对价格的把控也是十分到位,根据市场的原材料价格以及工艺等进行合理的定价。浙江大豪车业厂区占地面积10万㎡,建筑面积12万㎡,通过ISO9001、ISO/TS16949质量体系认证,拥有专业技术。
高质量汽车车灯注塑模具浙江大豪车业有限公司提醒您模具的具体保养:模具保养比模具维修更为重要,模具维修的次数越多,其寿命越短;而模具保养得越,其使用寿命就会越长。模具保养主要分三点:1.模具的日常保养:各种运动部件如顶针、行位、导柱、导套加油,模面的清洁,运水的疏道,这是模具生产时每天要维护的;2.定期的保养:定期保养包括日常保养之外还要排气槽的清理,困气烧黑位加排气,损伤、磨损部位修正等;3.外观保养:模胚外侧涂油漆,以免生锈,下模时,定模动模应涂上防锈油,模具保存时应闭合严实,防止灰尘进入型腔。浙江大豪车业有限公司,在我们公司定做车灯注塑模具可享受巨大优惠,欢迎您来厂订购产品!浙江车灯注塑模具价格行情
浙江大豪车业,拥有各类专业车灯注塑模具加工设备50余台,品质优,价格实惠,欢迎咨询!上海高质量车灯注塑模具制造厂家
汽车车灯注塑模具报价价格表浙江大豪车业有限公司专注生产汽车注塑模具多年,对模具结构,材料,硬度,精度等著多方面用户的技能要求进行充沛了解,包含成形塑材的缩短率是否正确,产品3D尺度造型是否完整,合理进行处理分析。对注塑产品的缩孔、流痕、拨模斜度、熔接线及裂纹等外观有影响的各个地方作充沛考虑。在不阻碍注塑件产品功能及图案造形的前提下,尽可能简化模具的加工办法。分型面的挑选是否适当,对模具加工、成形外观和成形件去毛刺都要作细心的挑选。推顶方法是否适当,采用推杆、卸料板、推顶套管等方法还是其它方法,推杆和卸料板的方位是否恰当。侧面抽芯机构的采用是否适宜,动作灵敏可靠,应无卡滞现象。温度操控用何种办法简单对塑件产品更适宜,对控温油、控温水、冷却液等用哪种结构循环糸统,冷却液孔的巨细,数量,方位等是否恰当。浇口形式,料道和进料口的巨细,浇口方位及巨细是否恰当。、各类模块与模芯热处理变形影响及标准件的选用是否适宜。打针成形机械的打针量,打针压力和锁模力是否充沛,喷嘴R,浇口套孔径等是否匹配适宜。上海高质量车灯注塑模具制造厂家