商机详情 -
舟山精密厚板激光加工定制厂家
我们经常提到都是厚板激光加工需要注意的事宜,此次就来讲一下,薄板激光切割机在加工时应注意碳钢厚板穿孔问题在厚板加工中穿孔时间占很大比重,各激光厂商纷纷开发了快速穿孔的技术,较为有代表性的是高能穿孔(炸孔),这种方法的优点是速度快、但缺陷是不仅影响对小形状的加工,穿孔时注入的巨大能量使板材温度升高进而影响接下来的整体切割过程。而用小功率脉冲进行穿孔的话,时间就很长,会导致切割的效率下降和单位成本的提高。2.薄板激光切割机在加工时应注意切割面品质问题薄板激光切割机加工厚板时经常会遇见的切割断面,这样的切割不仅成品质量受到质疑,还会伴随着过烧和严重的粘渣出现,以致体现不出高价的薄板激光切割机区别于其他切割手段的价值。3.薄板激光切割机在加工时应注意整板加工稳定性问题薄板激光切割机在加工钢材的整板过程中,经常会出现局部区域加工不良的现象。这种现象有时很随机,即使在加工机状态良好的情况下也会出现。为了处理局部故障品而影响了整个工作进度,这里对此不明原因的加工失败也给出一些笔者的分析和对策提案。 厚板激光加工都有哪些呢?舟山精密厚板激光加工定制厂家
厚板激光加工时出现的问题怎么解决呢,接下来让小编简单讲解一下:1.高峰穿孔(HPP)方案利用占空比小的高峰值脉冲激光,辅以喷射在材料表面上的不燃油以清扫开孔边缘附着物,控制脉冲的合理频率边冷却边穿孔。其特点是相对炸孔虽然时间稍长(3秒),但穿出的孔径小(约φ4mm)且开孔边缘无附着物以及入热较低,便于接下来的正常切割加工,相比普通穿孔则效率提高了4倍。2.切割断面改善方案对于碳钢来说改善切割断面的重要因素是控制对板材的入热并能保证激光照射部分的充分燃烧。对于不锈钢来说改善切割断面的重要因素则是光束的改良(改善焦深)与辅助气体的有效利用。亮面切割技术就是改善了发振器和喷嘴所得到的结果。3.保证加工稳定性的方案中厚板激光切割机加工问题的解决方案,当前为了提高加工机的运行速度,激光机多采用俗称飞行光路的结构,即材料托盘不动而加工头在整个可加工区域内运动的形式。而为了补偿加工头与光源相对位置的变化,各厂商也尽可能保证光斑在加工范围内的一致性,使用曲率可变折射镜是普遍选择的方式。这种方法虽然结构简单却会改变焦深,使在对焦深极为敏感的中厚板切割时会显得力不从心(既要保持光斑不变又要保持焦深不变)。泰州品质厚板激光加工价位厚板激光加工优势都有哪些?

厚板激光加工对于我们来说是不陌生的,我们这次来讲一下激光加工有什么究竟有哪些有点呢。小编来给大家讲解一下:首先激光加工用于光接触、非机械接触、无机械应力,因此特别适合应用于对硬度、脆性、熔点和精度要求特别高的产品;其次激光加工具有能量密度高、时间短、热影响区小、热变形小、热应力小等特点,不会影响内部电气性能;激光直接烧蚀刻蚀,制作出来的标记不能被擦除,不会发生无效变形脱落,适合防伪防窜货,达到产品可追溯性要求;激光加工系统是一套计算机系统,具有跳数、随机码等功能,易于配置、修改,可实现对产品独特的要求。适用于个性化加工,具有小批量、多批次加工的优点;低消耗、0污染、节能环保,符合欧洲环境标准,符合制药行业GMP要求;加工成本低。随然设备的一次性投资比较昂贵,但连续大规模的加工使得每个零件的加工成本很低;还有就是有着灵活的加工方法。内件采用透明介质加工,易于引导和聚焦,实现方向变换,易于与数控机床配合。
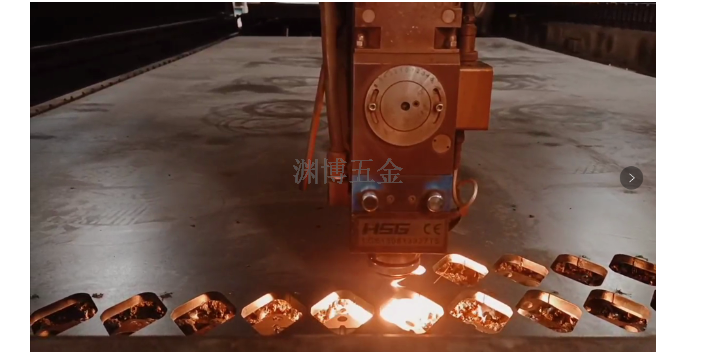
我们在对厚板激光加工时,往往会采用传统会聚性光束进行激光切割时,激光束作用于表面的区域很小,由于激光功率密度很高,所以不在激光辐射的区域,工件表面温度达到了燃点,而且由于热传导,一个更宽的区域达到了燃点温度。厚板切割时,切割速度相当慢,工件表面铁氧燃烧的速度要比切割头行进的速度快。燃烧持续一段时间后,由于氧的浓度下降,而导致燃烧过程熄灭。只有当切割头行进到该位置时,燃烧反应又重新开始。切割前沿的燃烧过程是周期性地进行,这样就会导致切割前沿的温度波动,切口质量变差。板厚方向氧纯度和压力难以维持恒定。金属激光切割机厚板切割时,氧纯度下降也是影响切口质量的重要因素。氧流的纯度对切割过程有强烈影响。当氧流纯度下降,铁氧燃烧率将下降10%;纯度下降5%时,燃烧率将下降37%。燃烧率下降将减少了燃烧过程输入到切缝中的能量,降低了切割速度,同时切割面液态层中铁的含量增加,从而增大到熔渣的粘性,导致熔渣排出困难,这样在切口下部就会出现严重的挂渣,使切口质量变得难以接受。为了保持切割稳定进行,要求在板厚方向切割氧流的纯度及压力要基本保持恒定。 厚板激光加工定制厂家有。

针对我们在进行厚板激光加工中出现的问题,我们可以用以下方法来解决:1、高峰穿孔(HPP)方案顾名思义就是利用占空比小的高峰值脉冲激光,辅以喷射在材料表面上的不燃油以扫除开孔边缘附着物,控制脉冲的合理频率边冷却边穿孔。其特点是相对炸孔虽然时间稍长,但穿出的孔径小,且开孔边缘无附着物以及入热较低,便于接下来的正常切割加工,相比普通穿孔效率则提高了4倍。2、切割断面改善方案对于碳钢来说改善切割断面的重要因素是控制对板材的入热,并保证激光照射部分的充分燃烧。另外由于厚板其在穿孔和切割时的焦点位置有所不同,若激光切割机焦点位置固定,那么会导致穿孔品质和切割品质都下降。伯纳激光自主开发的数控系统具有自动调整焦点功能,通过自动调整焦点装置来设定的焦点位置,保证了穿孔品质和切割品质的稳定。同一块国产板材上用传统条件和伯纳条件进行切割的效果比较。3、保证加工稳定性的方案当前为了提高加工设备的运行速度,激光切割机多采用俗称飞行光路的结构,即材料托盘不动而加工头在整个可加工区域内运动的形式。而为了补偿加工头与光源相对位置的变化,各厂商也尽可能保证光斑在加工范围内的一致性,使用曲率可变折射镜是普遍选择的方式。 激光切割机加工厚板难点如何解决?浙江一站式厚板激光加工费用是多少
厚板激光加工哪家好?舟山精密厚板激光加工定制厂家
我们激光加工切割技术越来越成熟,像厚板激光加工现在就已经是很chunsh如今激光切割不锈钢厚板工艺越来越成熟,将逐步取代传统切割工艺方式。但要想切出高质量的厚板不锈钢,需要对切割工艺要素进行充分了解。主要有以下四点:首先是喷嘴选型喷嘴直径大小决定了进入切口的气流形状、气体扩散面积、气体流速,从而影响了熔融物去除、切割的稳定情况。进入切口的气流量大、速度快、工件在气流中的位置恰当,喷射去除熔融物的能力越强。固定流量下,不同喷嘴尺寸,监控气压不锈钢越厚,喷嘴的选用应越大,比例阀设置越大,增大流量,才能确保压力,切割出正常断面效果。其次是辅助气体选择和气体纯度不锈钢激光切割加工中经常会用到各种辅助气体,例如氧气、氮气、空气等,使用不同的气体类型,切割断面的效果不同。不锈钢切割以氮气为辅助气体。焦斑位置为保证切割效果,及保护喷嘴不受损伤,在切割加工前还需要做同轴测试,确保喷嘴与激光器输出光束同轴。还有就是激光频率调整,以及占空比对切割质量的影响频率变化对不锈钢厚板切割的影响:频率从500-200Hz范围减小,切割断面效果变细腻,分层慢慢改善。频率设置到100Hz时,无法切割,反蓝光。 舟山精密厚板激光加工定制厂家
杭州渊博五金机械有限公司坐落在新塘街道桥南沈村,是一家专业的钣金加工、萧山厚板激光加工、精密仪器钣金加工、机柜加工、大型设备钣金加工 、机床外罩钣金加工、空间道具五金加工,钣金设计五金来图加工制作、大型广告牌及各种标示牌的加工制作,产品的前期设计、制作和后期服务!公司。公司目前拥有较多的高技术人才,以不断增强企业重点竞争力,加快企业技术创新,实现稳健生产经营。公司以诚信为本,业务领域涵盖浙江钣金加工,精密箱柜加工,萧山厚板激光加工,机床外罩钣金加工,我们本着对客户负责,对员工负责,更是对公司发展负责的态度,争取做到让每位客户满意。公司凭着雄厚的技术力量、饱满的工作态度、扎实的工作作风、良好的职业道德,树立了良好的浙江钣金加工,精密箱柜加工,萧山厚板激光加工,机床外罩钣金加工形象,赢得了社会各界的信任和认可。