商机详情 -
浙江大型厚板激光加工定制厂家
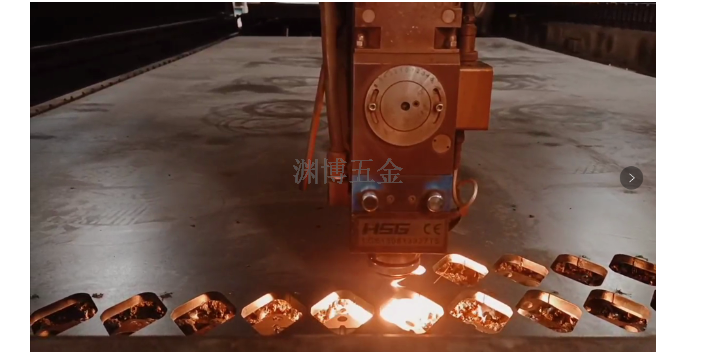
速度太慢1)造成过熔,切断面较粗糙。2)切缝变宽,尖角部位整个溶化。3)影响切割效率。3.确定适当的切割速度从切割火花判断激光切割加工速度可否增快或减慢1)火花由上往下扩散2)火花若倾斜时,则说明切割速度太快)火花呈现不扩散且少,聚集在一起,则说明速度太慢。激光切割加工速度适当切割面呈现较平稳线条,且下半部无熔渍产生。
工件材质对激光切割精度有一定影响。同样情况下,不同材质的切割精度也稍有不同,即使是同一材质,如果材料的成分不同,切割的精度也会有差异。那么,激光切割加工时怎么才能做到高精度呢?济南激光切割厂经过多年实践总结出提高激光切割加工精度的几个关键技术:一是焦点位置控制技术。聚焦透镜焦深越小,焦点光斑直径就越小,因此控制焦点相对于被切材料表面的位置十分重要。 厚板激光切割加工费来电咨询!浙江大型厚板激光加工定制厂家
我们经常提到都是厚板激光加工需要注意的事宜,此次就来讲一下,薄板激光切割机在加工时应注意碳钢厚板穿孔问题在厚板加工中穿孔时间占很大比重,各激光厂商纷纷开发了快速穿孔的技术,较为有代表性的是高能穿孔(炸孔),这种方法的优点是速度快、但缺陷是不仅影响对小形状的加工,穿孔时注入的巨大能量使板材温度升高进而影响接下来的整体切割过程。而用小功率脉冲进行穿孔的话,时间就很长,会导致切割的效率下降和单位成本的提高。2.薄板激光切割机在加工时应注意切割面品质问题薄板激光切割机加工厚板时经常会遇见的切割断面,这样的切割不仅成品质量受到质疑,还会伴随着过烧和严重的粘渣出现,以致体现不出高价的薄板激光切割机区别于其他切割手段的价值。3.薄板激光切割机在加工时应注意整板加工稳定性问题薄板激光切割机在加工钢材的整板过程中,经常会出现局部区域加工不良的现象。这种现象有时很随机,即使在加工机状态良好的情况下也会出现。为了处理局部故障品而影响了整个工作进度,这里对此不明原因的加工失败也给出一些笔者的分析和对策提案。 浙江机械厚板激光加工哪家好厚板激光加工规格都有哪些呢?

激光切割加工速度直接影响切口宽度和切口表面粗糙度。不同材料的板厚,不同的切割气体压力,切割速度有一个佳值,这个佳值约为大切割速度的80%。激光切割是激光加工中技术应用非常广阔的加工方法,是激光加工行业中一项特别重要的应用技术,激光切割已广阔地应用于汽车、航空、化工、等工业部门中。激光切割的原理是将激光束照射到工件表面时释放的能量来使工件融化并蒸发,以达到切割和雕刻的目的。切割精度是衡量激光切割机加工效果的一个重要组成部分,但是激光切割精度也不完全取决于设备本身,而是由多方面因素组成。
我们对厚板激光加工已经非常舒瑄了吗,那你知道金属激光切割机在加工金属厚板切缝时为什么会产生坡度?金属激光切割机在加工金属厚板过程中,随着工件厚度的增加,金属激光切割机加工精度越低、切缝越大,切缝垂直度也随之降低,而呈现出坡度。金属激光切割机加工时切缝坡度主要受两方面影响:加工透镜的焦距和焦点位置。切缝宽度会因加工材料表面对激光束的聚光特性和焦点的设定精度而变化。焦点位置是激光焦点到工件表面的距离,它直接影响到切面粗糙度、切缝的坡度和宽度以及熔融残渣的附着状况。打个比方例如,焦点位置Z在加工材料的表面时为z=o.移动距离(h)用毫米(mm)单位来表示,向上为正(+)、向下为负(一)。焦点位置设定在加工材料表面(z=0)时,上部切缝宽度和坡度都为小;焦点位置向上或向下移动,坡度都会扩大。而当焦点位置偏离材料表面时,照射到材料表面的光束直径就会扩大,熔融范围也会相应变大,坡度就因此而变大。 厚板激光加工怎么操作。

我们对厚板激光加工都不陌生,除此之外,我们来讲讲三维激光加工技术。三维激光加工技术是激光智能化加工的趋势,它结合新一代光纤激光技术和各类六轴或七轴机器人技术,实现了三维空间高速且高精度的切割和焊接加工。据有关资料统计,在欧美工业发达国家的生产制造业中,有50%-70%的零部件均采用三维激光加工技术进行加工制作。三维激光加工设备一直被国外厂家垄断,尽管产品过硬,高昂的销售价格和后期维护成本始终让国内工厂望而却步。面对全球三维激光设备庞大的市场需求,大族松谷激光投入重兵重金积极研发,并取得了突破性进展,截至目前,高效率、高精度、多功能和高适应性的大族松谷三维机器人光纤激光切割系列和焊接系列已批量推向全球市场。大族松谷激光智能加工设备能对不同厚度的金属板材进行多角度、多方位柔性智能化加工,满足了航空航天、汽车轮船、机械制造、电梯制造、广告制作、家用电器制造、医疗器械、五金、装饰、金属对外加工服务等各种制造行业的金属切割和焊接需求。其中,汽车生产制造业是三维激光切割和焊接技术应用较多的领域之一。一、三维激光切割技术三维激光切割加工范围广。杭州厚板激光加工哪里的好?杭州常规厚板激光加工批量定制
杭州厚板激光加工工厂定制。浙江大型厚板激光加工定制厂家
激光切割加工是一个热加工的过程,我们的厚板激光加工也是这样的。但如果在激光切割机加工时产生了过烧的解决办法应该如何处理呢?首先是激光切开碳钢小孔切开时发生过烧的解决办法:在以氧气为辅佐气体的碳钢切开中,解决问题的关键在于怎么处理氧化反应热的发生。这时可采用穿孔时辅佐氧气,滞后切换为辅佐空气或氮气来切开的办法。低频率、高峰值的输出功率的脉冲切开条件事需要具备能切割热量的输出特色,有助于切开条件的优化,把条件设定为单一的脉冲激光束、能量强大的个、高峰输出值和具有低频条件,可以作用于切割穿孔的过程中融化的金属在材料表面的堆积,作用于处理热量输出。激光切割在切割铝合金或者是不锈钢的时候解决办法,可以在此类的材料加工中,运用辅助气体氮气,在切割的过程中难免会出现烧边的现象,但是会由于小孔的内侧材料的温度值很高,内侧出现挂渣现象比较频繁。有用的解决办法是加大辅佐气体的压力,将条件设为高峰值输出、低频率的脉冲条件。辅佐气体运用空气时也和运用氮气时相同,是不会发生过烧的,但却很容易在底部出现挂渣,需要将条件设置为高辅佐气体压力、高峰值输出、低频率的脉冲条件。 浙江大型厚板激光加工定制厂家